(中国飞行试验研究院 试验机设计改装研究部 ,陕西西安 710089)
摘要 飞机口盖众多,口盖形式各异,在日常口盖制孔需求下,设计了一种引孔工具,实现飞机口盖快速引孔,并对引孔方法进行介绍。
提高飞机维护效率,缩短试验任务周期。
关键词 口盖引孔 飞机口盖 口盖制孔
1引言
近年来飞机型号和飞机数量日益增多,飞机试飞任务以及其他载机飞行试验任务众多,航电、飞控、导航、环控等各类安装在飞机上的试验器设备及附件、设施等的数量和复杂程度也与日俱增。一方面是在飞机的日常试验维护和保障中,为了便于人员更好的对机体内部的设备设施进行检查、修理和更换,在靠近这些设备设施的机体表面上设计了各类口盖,而在日常维护和保障中口盖可能由于拆卸次数多或者其他问题导致口盖损坏等需要更换,另一方面在各类试验中,由于飞机本身内部空间狭小,试验设备可能依附口盖安装,以及铺设线缆路径需要,以及对口盖的预留便于以后试验安装需求,需要更换或者拆除原机口盖。
绝大多数飞机为了保证舱位的密封性和维护性,同时保证机体传载,飞机表面开设着大量“螺栓+托板螺母”连接的C类口盖(按HB7083-1994)。在更换新零件时,需将口框上的托板螺母孔精确的引到新的口盖上,以保证螺栓的安装。目前常用的工艺方法是样板引孔法和划线制孔法。
样板引孔法:采用薄板料自制引孔样板,在样板上制出口盖孔及装配基准,然后根据引孔样板制新口盖孔;因受板料外形影响,此方法对平面形口盖较为有效,但对具有外形的口盖实施精度较差,且每次使用均须重制样板,工作效率低下。
划线制孔法:将旧口盖固定于机体,然后从旧口盖孔中心逐个划线至飞机蒙皮,记录线长,然后通过线的方向及长度反找出新口盖孔位。此方法需逐个对口盖孔进行引线、记录线长、反找孔操作,操作繁琐,工作效率较低,且精度较差,易出现口盖错孔问题。
2 工具介绍
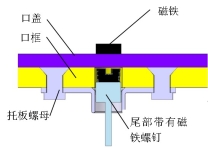
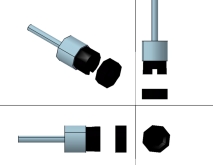
图1 口盖引孔的工具
如图所示,快速引孔方法使用的口盖引孔的工具是由两个零件搭配使用:1、尾部带有磁铁的螺钉2、磁铁。
工具设计主要应用了圆形磁铁能自动对心原理,尾部带有磁铁的螺钉可以和另一个环形小磁铁自动对心。尾部带有磁铁的螺钉设计有螺纹,可以与托板螺母螺纹连接,使其固定在托板螺母上,在引孔过程中保持固定在口框孔的中心位置,当引孔时,只需移动口盖外边的小环形磁铁定位,极大的简化了引孔操作、精确引孔,大幅度提高工作效率。
3 使用方法及推广应用
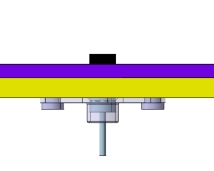
图2 口盖引孔的工具使用图示
如图所述快速引孔方法使用的口盖引孔工具,穿过口框孔,安装在口框上的托板螺母位置。一端带有尖端且尾部带有磁铁的螺钉与托板螺母螺纹连接,在口盖孔标记时,将口盖与口框贴合,用环形磁铁去定心并在口盖上做口框孔的标记。
快速引孔方法对一定厚度的非磁性材料都可使用,对于单个的飞机上引孔也可以借鉴磁铁定位的方法,例如飞机蒙皮开孔定位时,当飞机内部环境复杂,如不便于施工,可以使用两块磁铁,蒙皮内侧通过胶带或者其他方法固定一块磁铁,外侧再用一块磁铁去找蒙皮内侧磁铁,从而可以在飞机蒙皮外边精准定位。
4 目前使用场景及技术分析
随着各种新飞机型号不断增多,飞机性能也不断在提高,目前常用的工艺方法是样板引孔法和划线制孔法以及所述的快速引孔方法都无法满足口框、口盖和边缘蒙皮装配精度要求,只适合目前试验任务中一些飞机飞行速度低,气动要求不是过于苛刻,对于高性能战斗机譬如蒙皮、口盖等影响气动外形的零件的加工精度和装配精度直接影响飞机的飞行性能,这样的施工场景就不太适合。再者由于传统的飞机制造中,人工弯折钣金件,手工钣金成形,以及手工修切裁边本身就劳动强度高,加工效率低,而且零件精度也难以保证。
对于飞机气动外形特征主要是由蒙皮类零件来构建的,飞机蒙皮类零件具有尺寸大、形状复杂、刚度低、厚度薄、易变形等特点。蒙皮类零件的制造精度和质量检测方式对于新一代战斗机的性能提升具有重大意义同时也是衡量一个国家航空制造水平的重要标志。
一方面,随着我们国家飞机性能及实际需求的不断提高,数字化设计与制造、数字化虚拟装配及数字化检测等数字化技术被广泛应用于飞机生产制造的全过程中。
另一方面,随着计算机技术的普及和光学技术的快速发展,数字化测量设备的种类也越来越多,主要有两大类接触式测量设备和非接触测量设备例。对于飞机蒙皮而言,由于被测蒙皮尺寸较大、易变形等特点,普遍采用非接触测量设备进行测量。目前,航空企业应用较多的数字化测量设备有三坐标测量仪、激光跟踪仪、激光雷达、IGPS和T-scan等I。三坐标测量仪具有检测精度高,操作方便的优点,但其属于接触式测量,对于被测物体的材料和尺寸要求较高,测量范围较小;激光跟踪仪具有测量效范围广、测量精度高的优点,但是在测量大尺寸的物体时需要转站;激光雷达等设备具有自动化程度高、测量效率高,测量范围较广的优点但是不能够准确测量蒙皮边缘轮廓的微小特征;IGPS属于大尺寸测量设备,具有测量范围大,效率高的优点,能够满足大尺寸的蒙皮类零件的测量要求,但是操作较为复杂;T-scan设备具有测量效率高、测量精度高的优点,T-scan扫描仪能够将蒙皮边缘轮廓处的微小特征转换为便于传递和保存的数字量信息,可以提高边缘轮廓的测量精度,同时,T-scan扫描仪配合激光跟踪仪等设备可以实现大尺寸蒙皮的高精度测量。因此,多种数字化测量设备相互组合可以提高测量系统的测量精度和范围,也是未来数字化测量技术的发展趋势门。
数字化检测技术是利用数字化测量设备,以产品的数字化三维模型为基础,通过计算机集成系统控制测量设备对产品零件的关键特征进行测量并对测量数据分析处理的综合技术图。数字化检测技术不仅具有较高的测量效率与测量精度,而且测量获取的数据便于储存和传递。随着战斗机性能的不断提高,人们对于飞机零件的制造精度和检测要求也越来越高,数字化测量技术被广泛应用于飞机零部件制造的全过程中,数字化测量技术可以为飞机零部件产品的高精度制造提供有力的保障,同时数字化测量技术的广泛应用大大加快了飞机的生产速度。
5结语
该快速引孔方法也有一定局限性,如较厚口盖、异性和磁性材料类口盖不适用,但在绝大口盖制孔场合下都可以高效使用。如今3D测量技术快速发展,在试验机改装任务中,3D测量技术也得到了很好应用,对于如一些主承力结构定位孔或者飞机气动外形等目前都可以通过激光跟踪仪或者激光扫描仪,再逆向测绘,再通过数控加工,可以保证口盖较高精度贴合。在后续工作中,发掘数字化设备的使用空间,提高工作现场数字化设备使用程度。诸如飞机口盖等钣金件等的更换修配,都可以通过使用激光跟踪仪快速测量基准点,并可以记忆读取,可以做到“指哪打哪”高精度可多次还原基准点位,再配合激光扫描仪,通过逆向测绘外形并后处理,可快速机加,满足测试设备与日俱增更严苛的实验环境,及更高要求的安装精度,且实现更高效可靠完成试验机改装任务目标。
参考文献
[1]张瑞.基于数字化测量的口盖装配间隙控制技术研究[C].沈阳航空航天大学,2021.
[2]刘韶光;范欢欢;范晓龙;王宏旭.激光跟踪仪在飞机改装型架装配中的应用研究[J].机械制造,2015,53(03):45-47.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



