中航西安飞机工业集团股份有限公司,陕西 西安,710089
[摘 要]深拱形不锈钢进气口蒙皮整体拉深成形困难,借助有限元数值模拟技术开展进气口蒙皮工艺型面补充和压延筋结构设计对材料厚度的影响程度分析,指导制定出工艺试验方案,并开展试验验证工装结构及工艺方案的合理性。试验结果表明:在拉深成形长宽比例悬殊的封闭不锈钢件,压延筋结构可以均衡转角区及直线区法兰进料速度,较好地控制材料增厚,减小拱形蒙皮的回弹。
关键词: 拉深成形不锈钢工艺补充型面压延筋数值模拟
1 引言
不锈钢材料具有强度高、韧性好、耐磨损、使用寿命长、易于加工制造等优点。其中奥氏体不锈钢所允许的塑性变形程度大,有良好的冲压成形性,但室温下变形容易冷作硬化,拉深时需要较大冲压力,易起皱破裂。不锈钢板料冲压成形过程是一个大扰度、大变形的塑性变形过程,用传统的工序计算和经验估算很难做出正确预测,甚至做出错误的判断,造成大量的试错和模具试制费用及周期的浪费。
本文利用有限元分析技术,对不锈钢板料的拉深成形进行缺陷分析,预测缺陷,并通过优化模型结构和工艺参数进行循环仿真,最终获得最佳成形方案,指导产品试制。
2 拱形蒙皮成形分析
2.1 零件分析
拱形蒙皮为一大曲率转角、两侧直壁围成的半开敞深腔件,端部外翻一圈加强弯边。拱形蒙皮外轮廓尺寸为253.8mm×152.4mm×158.8mm,两侧壁与拱形面间转角半径为R15mm。拱形蒙皮呈窄长状,深度大,如图1所示。蒙皮材料为0Cr18Ni9-固溶-δ1.2mm,成形后回弹大。

图1 拱形蒙皮设计结构
拱形蒙皮初始结构由两侧壁、拱形面三部分焊接而成,长期应用焊缝强度降低,存在开裂风险,为了提高产品应用功能和使用寿命,拱形蒙皮被优化为整体结构,成形难度加大很多,存在一定的制造风险。
2.2 拉深成形有限元分析
优化后的拱形蒙皮结构较合适的加工方法是拉深成形。拉深件讲究各部位形体比例恰当,有利于材料均匀变形,为此,对于半开敞及非对称的拉深件可考虑两个零件组合成一整体拉深,一定程度上可以缓解拱形蒙皮破裂风险。对于拱形蒙皮进行工艺型面补充,构建工艺拉深体。工艺拉深体设计的合理性是拱形蒙皮能否实现均衡拉深的重要前提,直接影响着拉深件的成形质量和精度。
设计工艺拉深体需注意几点,首先需控制拱形蒙皮补充型面延伸量,尽量不加大拱形蒙皮拉深成形高度;整体拉深型面需依据拱形蒙皮及其对称件形状设计,中间连接段不应过长,但需满足两个7mm的翻边高度;补充的凹模转角Rf均需大些,实现圆滑过渡,以避免拉裂的风险。工艺拉深体初始设计结构如图2所示。

图2 拱形蒙皮一模两件工艺拉深体设计结构
窄长盒形工艺拉深体为非回转对称零件。由于盒形工艺拉深体在拉深成形过程中法兰变形区各点应力应变分布不均,导致其变形过程比旋转体复杂很多。盒形工艺拉深体在拉深过程中的变形表现为径向伸长变形和切向缩短变形,两种变形分布不均,愈靠近开口处径向的伸长变形越大,愈靠近拱形底部径向的伸长变形越小;而切向的缩短变形是靠近圆角部分压缩得更大,靠近直边部分压缩得更小,圆角部分的金属材料有向直边部分转移。
拱形蒙皮的工艺拉深体长宽比例失调,且端部曲率较大,而两侧较平直,单纯依靠调整展开毛坯形状难以实现均衡拉深。通常盒形工艺拉深体拉深时圆角部分的变形和筒形零件相似,其法兰变形区表现为一拉一压的应力状态,当切向压应力过大而板料的相对厚度又较小时,就发生了受压失稳,在法兰的整个周围产生连续的、高低不平的皱纹。较大的起皱不能从模具间隙中通过,造成板料拉裂;起皱不是很严重时,可以被拉入凹模,但皱痕却残留在零件侧壁表面,不能满足产品的交付要求。在模具上设置压延筋,以改善非规则结构材料流动状况,调整进入凹模口的材料流量,使毛坯各部分变形均匀一致,控制坯料起皱。在改变坯料塑性变形区应力分布的同时,也控制了坯料的回弹起跳。压延筋的结构和位置需结合工艺拉深体形状灵活设置。
对于型腔较深零件,压延筋对材料变薄影响程度远大于对零件起皱的控制能力。说明近极限拉深零件,压延筋高度不能设置过大。凭借经验在压边圈上设计四段式压延筋结构,转角区域未设置压延筋,防止零件过早发生破裂。压边圈上端部两个小压延筋对零件危险断裂处减薄影响较大,压延筋高度相对小些,取为4mm,而两侧较长压延筋控制直壁弯曲的进料量,压延筋高度取为5.5mm。
凭借经验和拉深件设计原则,确定了工艺拉深体三项关键影响因素,分别为过渡段长度、凹模转角半径和法兰宽度。拱形蒙皮的封闭腔体和压边法兰通过合理的凹模圆角半径连接形成优化后的工艺模型,凹模圆角越小,成形时所产生的径向拉应力越大,导致材料减薄率增加,反之,凹模圆角过大,凹模圆角处的压边面积减少,法兰与侧壁之间圆角处的悬空材料增加,容易增大起皱风险。压边法兰宽度设计了三种不同尺寸,过大的压边面积将间接增大拉深高度,产生更大的压边阻力,使危险断裂面处材料过早出现橘皮。据此设计了拱形蒙皮多组工艺模型设计方案,通过有限元模拟分析确定最佳工艺补偿结构。
建立了拱形蒙皮拉深成形仿真模型,构建的拱形蒙皮工艺拉深体长宽比接近3:2,其理论展开毛坯呈现为长椭圆形。表1为拱形蒙皮12组工艺模型拉深成形模拟材料厚度变化情况。相比较,方案8模拟效果最佳,材料最大减薄率为25%,主要分布在工艺拉深体顶部危险断裂面,最大增厚率为37.3%,主要分布在工艺拉深体入口侧壁之间拐角处以及局部法兰处,属于工艺余量区。方案7模拟效果显示,材料最大减薄率21.8%,小于方案8的25%,但是由于方案7法兰压边面积小,压边阻力相应较小,起皱趋势明显,最大增厚率39.9%,而且褶皱进入拐角侧壁,影响产品质量。图3示意了第8套方案拉深模拟的工艺拉深体材料厚度变化云图。
表1 拱形蒙皮多组工艺模型拉深成形模拟效果
设计方案 | 过渡段长度L (mm) | 凹模转角Rf (mm) | 法兰宽度b (mm) | 最大减薄量 (mm) | 最大增厚量 (mm) |
1 | 40 | 10 | 10 | 0.345 | 0.322 |
2 | 40 | 10 | 20 | 破裂 | / |
3 | 40 | 10 | 30 | 破裂 | / |
4 | 50 | 10 | 10 | 0.391 | 0.421 |
5 | 50 | 10 | 20 | 破裂 | / |
6 | 50 | 10 | 30 | 破裂 | / |
7 | 40 | 15 | 10 | 0.262 | 0.479 |
8 | 40 | 15 | 20 | 0.291 | 0.448 |
9 | 40 | 15 | 30 | 0.346 | 0.537 |
10 | 50 | 15 | 10 | 0.378 | 0.472 |
11 | 50 | 15 | 20 | 0.435 | 0.469 |
12 | 50 | 15 | 30 | 0.463 | 0.553 |

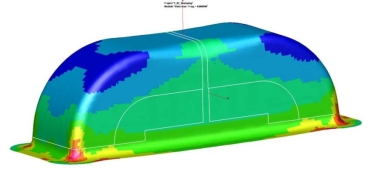
图3 第8套方案拱形蒙皮工艺模型效果
图4为去除工艺补充面的拱形蒙皮材料厚度分布情况。拱形蒙皮材料厚度在0.91mm~1.48mm的范围内,即材料最大减薄率为25%、最大增厚率23.3%,满足技术条件中对拉深零件材料厚度变化不超过原材料厚度的30%要求。方案8可行,按照方案8的工艺拉深体设计拉深摸结构。


图4 去除工艺余量的拱形蒙皮材料厚度分布云图
2.3 成形工装结构设计
拱形蒙皮拉深摸的设计结构按照前期有限元分析获得的工艺模型设计,用于成形优化后的壁板蒙皮,压边圈上画出毛坯线,方便极限毛坯定位。型胎按照产品数模设计,规定了定位方式,用于壁板蒙皮成形外翻边和切割修形。
3 拱形蒙皮拉深成形试验验证
3.1 拉深前工作准备
采用方案7和方案8两种展开毛坯尺寸进行激光下料。安装拉深模,通过试料调整拉深模凸凹模的间隙,按照压边圈上的毛坯划线放置贴膜毛坯。对工装和毛坯拟接触区域充分刷涂润滑油,注意避让与凸模相接触区域的润滑。
3.2 拉深试验
首次拉深,单位压边力按照q=3.7MPa设置。在压边力和压延筋阻力的综合作用下,工艺展开毛坯按照凸模工装型面开始变形,由于凸凹模转角处间隙过小,导致工序件提前破裂。对拉深模间隙进行调修,尤其增大了转角处间隙。为了降低再次出现破裂风险,将单位压边力调至q=3.5 MPa,再次试验。方案8较大毛坯成形效果较好,压延筋起到了抑皱作用,不等高的4段压延筋均衡了材料纵横向进料速度,成形结束得到拱形蒙皮工艺拉深体,四段压延筋增大了不锈钢的塑性变形量,减小了拱形蒙皮的回弹起跳。方案7较小毛坯法兰拐角处起皱严重,褶皱叠加流入侧壁。

图5 拱形蒙皮方案8拉深成形效果
拱形蒙皮工艺成形体经激光切割后,按照型胎成形拱形蒙皮端部翻边,得到外形尺寸合格的拱形蒙皮零件。经测量,拱形蒙皮原材料厚度为1.15mm≥t≥1.1mm,料厚符合相关技术条件要求,零件合格。

图6 拱形蒙皮成形效果
4 结论
(1)借助有限元仿真技术,开展了不锈钢拱形蒙皮工艺补充型面设计对材料拉深厚度变化影响程度的分析,提出了一种一模两件盒型工艺拉深体设计方法,优化了材料的应力应变分布,实现了拱形蒙皮一次整体成形。
(2)设计了多组工艺模型分析压边宽度、凹模圆角半径等工艺参数对厚度为1.2 mm的不锈钢蒙皮成形极限的影响程度,确定了最佳拉深成形工艺试验方案,将材料减薄控制在最小变化范围内,减少了试错成本。
(3)提出了一种窄长型盒型体的拉深起皱控制方法,通过设置四段式不等高压延筋,均衡了材料流动速度;结合压边力设置,消除成形应力,抑制不锈钢零件屈曲回弹。
参考文献
[1]航空制造工程手册总编委会.航空制造工程手册 飞机钣金工艺[M].北京:航空工业出版社,1992:407-409, 264-266.
[2] 李富柱,翟长盼,李伟,等.汽车车身构件冲压回弹研究现状[J].锻压技术,2018, 43(2): 1-8.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



