(中国石化集团南京化学工业有限公司,江苏南京210048)
摘 要:对苯的氯化生成氯化苯的工艺中产生的杂质进行精制,通过精心操作和完善管理,确保生产出高质量的氯化苯产品,满足高端客户需求。
关键词:氯化苯;杂质;脱除;质量提升
氯化苯为无色透明液体,有苦杏仁味,有毒,熔点-45.2℃,密度1.10g/cm³,沸点132.2℃,不溶于水,溶于乙醇、乙醚、氯仿、二硫化碳、苯;能起硝化、磺化、氨化、还原、缩合等反应。它是重要的有机化工原料之一,广泛应用于染料、颜料、农药、医药、橡胶添加剂等行业。随着下游市场的迅猛发展,对上游原料氯化苯提出了更高的质量要求。
1高温连续氯化工艺简介
氯化苯生产工艺以苯和氯气为原料,在铁触媒催化作用下连续氯化生成氯化苯、氯化氢、二氯苯、多氯苯。气相产物从氯化器顶部冷凝后回到氯化器循环使用,氯化氢及部分有机物不凝气体进入副产塔吸收后生成副产盐酸,副产盐酸经树脂塔吸附后生成精制盐酸;氯化器液相产物进入粗氯化液罐。
主要反应式为:

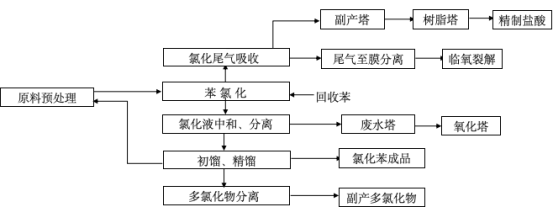
粗氯化液经水洗、碱洗、干燥后进入氯化液罐。氯化液经初馏脱除轻组分苯和水后进入精馏塔,精馏塔脱除二氯苯、多氯苯等重组分后得到成品氯化苯。精馏塔塔釜采出的重组分经二中塔进一步回收物料中的氯化苯后得到副产品混二氯苯。生产过程中产生的废水经废水塔汽提后送至废水处理装置。生产过程中产生的废气经预处理后送至临氧裂解装置处理。氯化苯的工艺流程简图见图1。
图1 氯化苯生产工艺流程简图
2 氯化苯产品质量控制指标
氯化苯消耗量的70%用于生产硝基氯苯,其余的用于生产二硝基氯苯、苦味酸、砜类聚合物等。氯化苯新生产工艺的研发应用对氯化苯的产品质量提出更高的要求,因此唯有生产出过硬质量、符合客户需求的氯化苯产品才能占有较大的市场份额,在激烈的市场竞争中占有一席之地。
2.1氯化苯现行国家标准
其项目、指标见表1。
表1氯化苯质量国家标准(GB/2024-2023)
项目 | 指标 | ||
优等品 | 一等品 | 合格品 | |
外观 | 无色或微带黄色透明液体 | ||
氯化苯纯度/% ≥ | 99.90 | 99.60 | 99.30 |
低沸物含量/% ≤ | 0.04 | 0.10 | 0.15 |
高沸物含量/% ≤ | 0.05 | 0.15 | 0.25 |
二氯苯含量/% ≤ | 0.05 | 0.15 | 0.25 |
水分的质量分数/% ≤ | 0.05 | 0.10 | 0.15 |
酸度(以H2SO4计)/% ≤ | 0.001 | 0.001 | 0.001 |
2.2氯化苯质量现行企业标准
南化公司氯化苯控制项目和指标见表2。
表2 南化公司氯化苯产品质量标准
项目 | 指标 |
外观 | 无色或微带黄色透明液体 |
氯化苯/% ≥ | 99.9 |
苯/% ≤ | 0.04 |
二氯苯/% ≤ | 0.03 |
低沸物/% ≤ | 0.04 |
高沸物/% ≤ | 0.05 |
水分/% ≤ | 0.05 |
酸度(以H2SO4计)/% ≤ | 0.001 |
从表2 可以看出,南化公司氯化苯产品标准对苯、对二氯苯等提出了更高的要求。
此外,在氯化苯产品质量特殊要求中,多家氯化苯客户对氯化苯中苯、水分、氯化苯纯度等含量提出了更为苛刻的要求。
3 提高氯化苯产品质量措施
尽管做好原辅料把控及反应工况控制等,目标产物以外的副产物也难以避免,因此,在做好物耗、能耗及产品附加值最优的同时,需要通过控制和分离等多种措施,提高氯化苯产品质量。
3.1原料质量控制
原料苯中水分、甲苯、硫化物、噻吩等杂质对产品质量影响较大,需严格控制。石油苯质量指标如表3所示。
表3 石油苯质量指标
项目 | 单位 | 指标 |
外观 | — | 清澈透明,无不溶水及机械杂质 |
纯度 | % | ≥99.90 |
非芳烃含量 | % | ≤0.10 |
甲苯含量 | % | ≤0.0300 |
总硫含量 | mg/kg | ≤0.3 |
1,4-二氧杂环己烷 | % | 报告 |
颜色(铂-钴色号) | 号 | ≤15 |
水分 | % | ≤0.04 |
正庚烷 | % | ≤0.0050 |
甲苯+甲基环己烷含量 | % | ≤0.0300 |
噻吩 | 10-6(m/m) | ≤1 |
3.1.1 原料苯中水分的影响
氯化反应的催化剂为FeCl3,原料苯中的水含量高不仅会降低苯的有效浓度,同时也会减少苯与氯气反应的概率,另外还会溶解催化剂FeCl3,降低氯化反应的催化效率,必然会造成氯化反应速率的降低,而且影响氯化液的质量[1]。正常生产中严格控制控制原料苯中的水分≤0.04%。
3.1.2 原料苯中硫化物的影响
硫化物与铁触媒会发生化学反应,导致铁触媒活性下降,影响催化反应效果。
3.1.3 原料苯中甲苯的影响
原料中的甲苯与氯气发生氯化反应,生成氯甲苯,氯甲苯的沸点介于氯化苯和二氯苯之间,精馏分离中容易带入至氯化苯成品中,影响氯化苯的产品质量。
3.1.4原料苯中噻吩的影响
在苯氯化反应过程中,噻吩能与氯化铁和苯生成不溶于苯的“黑色沉淀”,“黑色沉淀”附着在催化剂表面,阻止三氯化铁生成[2],影响氯化反应的正常进行;同时“黑色沉淀”还会随着氯化液进入初馏塔、精馏塔中,堵塞初馏塔预热器及再沸器、精馏塔再沸器列管,影响初馏塔及精馏塔的分离效果,影响氯化苯产品质量。
3.2反应条件控制
根据氯化反应的机理可知,反应速率受温度影响。随着氯化器反应温度的升高,氯化反应的转化率和收率升高,但随之副反应增加,反应的选择性降低,因此氯化反应温度的控制尤为关键;合理的反应温度能在保证氯化反应转化率的同时,降低副反应的发生,提高氯化液的质量,从而提高氯化苯的产品质量。
3.3精馏系统操作优化
公司氯化苯装置的初馏塔及精馏塔回流方式均为内回流,根据塔顶分凝器冷却水的开度控制回流量。初馏塔为常压精馏塔,精馏塔为减压精馏塔。通过提高回流量可以降低精馏塔成品中二氯苯及多氯苯的含量,通过对回流量提高前后氯化苯产品质量的数据对比见表4、5。
表4精馏塔回流量提高前氯化苯成品分析数据
统计项 | 对二氯苯/% | 邻二氯苯/% | 间二氯苯/% | 高沸物/% | 氯化苯/% | 备注 |
最大值 | 0.0318 | 0.0370 | 0.0092 | 0.0040 | 99.9900 | 分析次数194次 |
最小值 | 0.0028 | 0.0030 | 0.0002 | 0.0002 | 99.9520 | |
平均值 | 0.0148 | 0.0173 | 0.0012 | 0.0013 | 99.9755 |
表5精馏塔回流量提高后氯化苯成品分析数据
统计项 | 对二氯苯/% | 邻二氯苯/% | 间二氯苯/% | 高沸物/% | 氯化苯/% | 备注 |
最大值 | 0.0106 | 0.0140 | 0.0014 | 0.0042 | 99.9990 | 分析次数132次 |
最小值 | 0.0000 | 0.0000 | 0.0000 | 0.0000 | 99.9600 | |
平均值 | 0.0032 | 0.0038 | 0.0003 | 0.0003 | 99.9920 |
由上表可知,提高精馏塔回流量可显著降低氯化苯成品中二氯苯及高沸物的含量,提高氯化苯的产品质量。
3.4氯化苯成品干燥器的优化改造
传统的氯化苯成品干燥方式为盐干燥,大颗粒盐干燥除水效果差,不能满足高端氯化苯客户需求(水分≦0.008%或更低)。进一步降低氯化苯成品中的水分则需采用除水性能更高的干燥剂,如分子筛。氯化苯装置现场将原盐干燥器更换为分子筛干燥器,通过现场改造,选择合适的进料流量,可降低氯化苯成品中的水分。改造前及改造后氯化苯成品中水分对比表见表6、7。
表6 盐干燥器干燥后氯化苯成品分析数据
统计项 | 水分/% | 备注 |
最大值 | 0.040 | 分析次数35次 |
最小值 | 0.012 | |
平均值 | 0.018 |
表7分子筛干燥器干燥后氯化苯成品分析数据
统计项 | 水分/% | 备注 |
最大值 | 0.010 | 分析次数35次 |
最小值 | 0.005 | |
平均值 | 0.007 |
由上表可知,优化氯化苯成品的干燥方式,可明显降低氯化苯成品中的水含量。
3.5管理措施控制
3.3.1操作检查与控制
氯化苯的生产过程中,氯化液的质量控制尤为关键。通过严格控制氯化器中温及初馏塔顶温,控制氯化液中苯、氯化苯、二氯苯及重组分在指标范围内。做好各干燥器排水操作的检查与控制,严格控制氯化液中的水分指标。
设备腐蚀方面,控制原料中水分在指标范围内,各干燥器排水操作严格按照要求执行,反应器、初精馏塔严禁超温,减少操作不当对设备管线的腐蚀。换热器出现泄漏及时停车消缺,防止腐蚀进一步扩大,影响整个系统的运行。
做好生产系统中的水平衡,保证水洗水质量,减少初精馏塔的洗塔频率。
强化工艺操作和现场巡检、提高应急处理能力,稳定各套装置的运行条件,避免生产出现大幅波动,减少装置开停车次数和时间。
3.3.2样品检验与等级判定
为了让产出的氯化苯不被污染和误判,应进行封管取样、氮气保护,同时在取样过程中,要保持样瓶清洁、干燥,确保取样、送样、检验、判定、复样等各个环节规范、准确,尤其在雨雪等恶劣天气应做好防水措施。
通过以上措施的采取,氯化苯成品质量见表8。
表8 2024年3—4月氯化苯成品各组分含量 单位:%
统计项 | 氯化苯 | 苯 | 低沸物 | 二氯苯 | 高沸物 | 水分 | 酸度 |
不合格次数 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
分析次数 | 304 | 304 | 304 | 304 | 304 | 304 | 304 |
合格次数 | 304 | 304 | 304 | 304 | 304 | 304 | 304 |
平均值 | 99.988 | 0.001 | 0.002 | 0.0015 | 0.0100 | 0.009 | 0.001 |
最大值 | 99.995 | 0.004 | 0.010 | 0.0070 | 0.0167 | 0.035 | 0.001 |
最小值 | 99.978 | 0.000 | 0.001 | 0.0005 | 0.0071 | 0.004 | 0.001 |
从表8来看,氯化苯产品质量过硬,能满足各类客户需求。
4 结语
通过原料质量的控制、反应条件控制、精馏系统操作优化、氯化苯成品干燥器优化改造、管理措施控制等措施,可以生产出高质量的氯化苯产品,满足高端客户需求。
参 考 文 献
[1]姚庆宏,池晶石,朱立娟.浅谈氯化苯生产中影响氯化液质量的因素[J].氯碱工业,2001,(3):22-253.
[2]代炜,胡彦礼.原苯质量对氯化苯生产的影响[J].山东化工,2017,46(17):122-123.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



