广东省特种设备检测研究院佛山检测院 528000
摘要:对某企业一台电站锅炉进行内部检验,经磁粉检测发现给水分配管与套管角焊缝存在两条长度分别约为35mm、25mm的裂纹,分析了产生裂纹的原因并提出了相应的解决方案和预防措施。
0前言
电站锅炉是火力发电厂的燃烧部件,承载着高温高压等恶劣运行工况,各方面影响会使得锅炉在运行过程产生缺陷,进而产生较大的安全事故,甚至危害到工人的生命安全,而裂纹是焊接件中的严重缺陷,
1 案例
某企业一台型号为YG-75/3.82-M1的电站锅炉于2004年5月投入使用,锅筒材料牌号为20g,给水分配管及套管材料牌号为20。2022年5月对该电站锅炉进行内部检验,在检验过程中通过磁粉检测发现炉右起第2根和第5根给水分配管(如图1所示)与套管角焊缝存在两处裂纹如图2和图3所示,长度分别约为35mm、25mm。针对本次检验发现的给水套管角焊缝裂纹,使用单位现场经打磨后两处裂纹消失,并按照严格按照技术规范对其进行维修,消除了安全隐患。
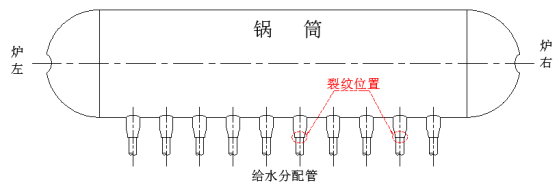
图1检测部位


图2 裂纹A磁痕 图3 裂纹B磁痕
2 裂纹产生原因分析
该电站锅炉主要向其他厂进行供热,锅炉的给水经给水泵加压后,分别流经低温省煤器、中温省煤器、高温省煤器受热后,再由给水分配管进入锅筒。查阅近两年的运行记录,发现其启停频繁,且日常运行中,负荷波动较大,高温省煤器出口处的给水温度也随之波动,给水分配管与锅筒套管连接部位存在较大的温差,引起局部热疲劳,造成给水分配管与锅筒套管连接部位容易产生裂纹。
此前该电站锅炉的内部检验并未发现这两个部位存在超标缺陷,故排除两处裂纹为制造裂纹,而是在服役过程中产生的裂纹;又因打磨后裂纹消失,则该裂纹源于表面;根据图2和图3中两处裂纹的磁痕呈龟裂状,现场经去除磁粉后能发现肉眼可见的细纹痕迹。综上所述,该电站锅炉的两处裂纹属于热疲劳破坏产生的裂纹[1]。
3 风险分析和防范措施
3.1风险分析
给水分配管与锅筒套管连接角焊缝是电站锅炉给水输送系统的主要组成部分,是电站锅炉的重要承压部件。结合其存在的风险,表现在以下几个方面:
(1)由于该部位运行中长期承受较大的温差应力,容易产生热疲劳。受到热疲劳的影响,这可能导致给水分配管与锅筒套连接位置可能出现裂开的情况,从而导致泄漏的问题,并引发一定的安全隐患。在该部位运行过程中,由于冷热水的较差输入,温差应力加大,在一冷一热的作用下,容易导致给水分配管材质变得脆弱起来,这就容易导致分配管破裂炸开,从而使给水分配管的整体性能水平受到不利影响。同时,该部位在冷热温差的影响下,焊缝及热影响区会产生淬硬组织,这导致水管的所行降低,脆性增大,受到外力的影响后,可能导致冷裂缝的产生,影响到电站锅炉的性能,给电站锅炉的实际运用带来不利的影响。温差应力问题的存在,对于电站锅炉的实际运用情况产生较大的影响,并且由于脆性组织的存在,加之热疲劳问题的产生,为电站锅炉的运行发展带来了一定的隐患,必须对这一问题予以高度重视。
(2)若该角焊缝存在的裂纹缺陷,随着锅炉长期运行,裂纹将继续向里扩展,最终形成贯穿性裂纹,容易引发高温给水和蒸汽泄漏事故,甚至是锅筒爆炸等事故,造成电站锅炉非计划停机或人员伤亡等重大安全事故,存在严重的安全风险隐患。裂纹缺陷问题的产生,对于安全生产起到了重要的影响,会对电站供电工作的开展起到重要的影响。在实际工作当中,由于锅炉运行会对整体的供电产生一定的影响,并且细微的漏洞、缺陷,随着电站锅炉运行,这种问题会被随之放大,并且这种裂缝缺陷问题,会对锅炉运行的整体效果产生影响,加剧高温给水及蒸汽泄漏的事故风险,在问题不断的扩大化下,进一步导致重大的安全事故发生。
(3)危害到电站的运行,影响到电站的经济效益。电站锅炉的运行,会对电站生产起到重要的影响,但是由于给水管角焊缝裂纹的存在,这可能导致电站锅炉无法处于正常的运行状态,影响到后续的生产工作。为了保证电站的稳定运行,就需要采取针对性的措施,对电站锅炉主给水管角焊缝裂纹进行针对性的处置及修复,会耽误运行质量,也可能由此引发停电问题,给社会经济发展带来不良的影响。
3.2防范措施
针对电站锅炉主给水管角焊缝裂纹问题的处置,要注重对焊缝裂纹产生的原因做好分析,并采取针对、有效的应对措施,对焊缝裂纹做好有效地防控,对其做好针对性的处理,以降低裂缝产生的不利影响,确保电站处于一个稳定的运行状态。在对焊缝裂纹处置时,要注重使用单位应避免电站锅炉频繁启停,应严格按启停温度曲线进行电站锅炉启停流程。在日常运行中,使用单位应保持电站锅炉平稳运行,避免负荷较大波动。对此,在进行焊缝裂纹防范时,应注重从以下几个方面进行把握:
(1)强化人员安全生产责任,提升焊缝裂纹处理的效果及质量。电站锅炉主给水管角焊接工装开展时,要注重对工作人员的安全意识做好培养及强化,使工作人员深刻意识到焊缝裂纹的危害,对焊接工作的开展予以高度重视,能够在实际操作过程中,强化自身的职责及使命,认真、负责的开展焊接工作。在强化人员安全生产责任时,应注重结合电站锅炉主给水管角焊接工作开展的需要,注重从制度层面做好完善,对主给水管角的施工标准予以明确。之后结合工作人员的安全生产责任进行贯彻及落实,以制度作为保障,确保工作人员在实际焊接过程中,能够严格遵照焊接标准,提升焊接工作开展的效果及质量,对主给水管角可能出现的焊缝问题做好针对、有效地控制,有效地防范焊缝问题的产生,降低电站锅炉运行过程中存在的安全隐患问题。
(2)在电站锅炉主给水管角焊缝裂纹问题处理时,对于材料的有效选择,会对裂纹产生重要的影响。从焊缝产生的原因来看,错用焊接材料、未能够按照相关要求进行预热处置,是造成焊缝产生的重要因素。针对这一情况,需要做好材料的选择,保证焊接材料符合实际要求。这一过程中,在对此材料选择及运用时,要注重对材料的化学成分做好把握,使焊缝材料选择与母材的成分保持一致性,并注重对焊接材料做好检验,确保其符合实际需要,避免焊缝强度下降。同时,在焊接工作开展时,需要在焊后做好热处理工作,对焊接过程中可能出现的冷裂纹问题做好针对性的应对,以保证焊接工作开展的效果及质量。对此,在实际操作时,要注重对热影响区的含氢量情况、淬硬组织、残余应力问题做好分析,并在实际焊接操作时做好有效地应对,对裂纹做好有效控制,确保主给水管角裂纹问题得到针对性的处置,以确保电站锅炉处于一个稳定的运行状态,减少安全事故的发生。
(3)做好焊缝的返修处理,提升裂纹处理的效果及质量。在焊缝的返修处理工作开展时,要注重对裂纹进行有效地清除。这一过程中,可以借助于磨光机进行仔细地打磨,对裂纹进行清理。在进行打磨操作时,确保打磨位置出现金属光泽。在对管角打磨之后,应注重对处理位置的情况进行检测分析,确保其符合电站运行的实际需要。在焊缝返修处置时,需要对焊条做好针对性的选择,注重对母材的化学成分做好科学的分析,保证其化学成分以及机械性能符合实际需要。在具体的焊接操作过程中,要注重把握焊接的工艺性,注重对焊工操作的方法进行优化,注重采取短弧操作的方式,并利用直流反接,焊接电流选择100-130A,对焊道的厚度进行控制,使其在3mm内,确保焊缝具有更高的塑性和韧性。此外,还要注重对焊后热处理工作予以重视,注重把握热处理工艺,运用高温回火进行热处理,热处理的温度控制在720-750摄氏度。在焊后24小时后,注重对焊缝进行探伤检验,确保无裂纹后再投入使用当中。
参考文献:
[1]唐齐德.高温承压部件的热疲劳损伤及防范措施[J].中国锅炉压力容器安全,2003,19(06):45-48.
[2]李欢,杨新健.电站锅炉主蒸汽母管角焊缝裂纹分析[J].特种设备安全技术,2020,(01):4-6+9.
[3]吴文凤.锅炉集汽集箱角焊缝裂纹分析及处理[J].特种设备安全技术,2019,(06):9-10.
[4]毕耜明.锅炉锅筒角焊缝裂纹处理方案的对比与实施[J].安全,2015,36(01):8-10.
[5]孙海鹏.小议焊接烟管角焊缝裂纹的产生[J].锅炉制造,2010,(06):27-28.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号