河南中烟安阳卷烟厂
【摘要】YJ27型接装机在采用区间性同步上胶的上胶方式生产卷烟时,如胶区异位,会造成通风度超标,嘴皱,搭扣翘边等现象。我厂5#卷接机组在进行常规故障修理后,胶点异位的情况仍不见好转。经维修分析总结,实为该设备YJ27型接装机上胶辊超越离合器磨损异常,导致上胶辊轴与主传动不能保持唯一同步相位而产生胶点异位。为了避免此问题而产生质量事故,设计并加工了一套YJ27型接装机上胶辊超越离合器检验工装。通过使用该工装,使检验过程简便快捷,检验结果准确可靠。
【关键字】 胶区异位 超越离合器磨损 检验工装
1 问题现状

图1 接装纸片涂胶点异位
切割后的接装纸片涂胶点异位情况,胶点异位后会造成通风度超标,嘴皱,搭扣翘边等质量问题。
2原因分析
经多次观察后发现胶区异位情况多发为停机,再次启动后,设备在连续运行的过程中则正常。我们再次认真的分析了上胶机构传动,并判断可能是上胶辊花键轴上的超越离合器发生了问题。
YJ27接装机上胶辊花键轴上的超越离合器主要由离合齿轮,花键套和压缩弹簧三部分构成,在上胶机构传动过程中起到单向传动的作用。离合齿轮和花键套相接触的两端面分别加工有2个锯齿形啮合牙,且2牙都为180°等分。设备停机时,搅拌电机低速转动,由于离合齿轮不动,花键套克服弹簧力在花键上反复轴向移动,使离合齿轮和花键套端面的啮合牙齿长期“磕牙”,长期“磕牙”会造成啮合面疲劳磨损。受零件加工精度和表面加工质量等因素影响,两啮合齿的磨损量也会不同,磨损后的啮合齿就非180°度等分。离合齿轮与花键套有2个不同的啮合位置,在正常情况下,啮合齿为180°等分,因此无论怎么啮合,它们都能保持同一相位,如图2所示。

图2 啮合齿180°等分下啮合情况
当啮合齿磨损至非180°等分后,在2个不同的啮合位置就会产生两个不同的相位,就会导致上胶辊与主传动有2个不同的传动相位。当设备停机再次启动后,离合齿轮和花键套啮合的位置可能和停机前是同个位置,也可能是第二种啮合,如图3。在这种情况下,就可能使控胶辊与主传动的传动相位发生改变,上胶胶位发生改变,引发胶区异位。

图3 啮合齿非180°等分下啮合情况
2 改进措施
设计并加工了一套工装,用以检验上胶辊轴超越离合器是否磨损不对称,如图4。A模拟花键套,B模拟离合齿轮。
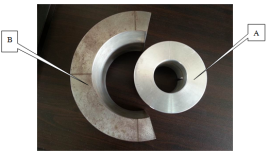
图4检验工装
工装由A、B两部分组成。A部分内孔直径比上胶辊轴大0.1mm,外径和上胶辊外径一样,一端面刻有两条穿过圆心的直线,两直线之间最小弧长为1mm,另一端加工有一锁紧螺钉。B部分内孔直径比A的外孔直径大0.1mm,一端面刻有一条穿过圆心的直线,另一端加工有2个M5的螺纹孔,用以安装磁铁。检验时,将搅拌电机关闭,并将上胶辊和乳胶缸取出机身。先将A部分套进入胶辊轴的内侧,然后再将B部分通过磁铁吸附在机身墙板上,同时套在A的外圆表面。用手逆时针转动上胶辊轴,当A,B两部分不在发生接触后,顺时针方向转动上胶辊轴,直至不能转动为止,调整A使A的第一条刻线与B刻线重合,并锁紧螺母,如图5。然后逆时针方向转动上胶辊轴180°—200°,再顺时针转动上胶辊轴,直至不能转动。观察B刻线是否与A第一条刻线重合,如重合说明无磨损,当B刻线与A第二条刻线重合或超过,说明超越离合器磨损过量需要更换,如图6。


图5 图6
通过这套检测工装,我们能够非常便捷而准确的判定设备胶辊轴与主传动是否只有唯一的同步相位,该设备是否符合区间式同步上胶的质量要求,避免了由于牙嵌式离合器磨损而造成的质量事故。
参考文献
1.贾会志 ZJ17卷接机组培训教材——机械维修河南人民出版社,2010.3
2.王福金全国烟草行业职业技能鉴定培训教材烟机设备修理工基础知识北京出版集团公司北京出版社,2013.5
3.董祥云主编《YJ17-YJ27卷接机组》中国科学出版社 2001
4.西北工业大学机械原理及机械零件教研室 濮良贵 季明刚主编 机械设计第7版 北京:高等教育出版社
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



