日照钢铁控股集团有限公司 板材制造部 山东日照 276800
摘要:本文主要针对日照钢铁控股集团有限公司1580热轧带钢产线,精轧工作辊走轮轴进行研究改善,对轴承座走轮轴缺陷和降低成本进行论证,通过实践能够有效避免了精轧工作辊轴承座走轮轴及走轮组件损坏,提高精轧工作辊快速换辊效率,降低了精轧工作辊轴承座走轮轴维护成本。
关键词:热轧带钢;轴承座;走轮轴;
一、1580产线精轧轧机简介
日照钢铁控股集团有限公司1580热轧产线精轧机组由7台全液压压下(APC +AGC),带窜辊和正弯辊板形控制系统的四辊不可逆轧机组成,轧机间距为5500 mm。机架间设置有活套辊、侧导板、导卫装置等。精轧机核心工作装置为精轧工作辊,主要用于控制带钢精度和形状,为便于精轧机轧辊的更换还配备有快速换辊装置及快速标高调整装置。
二、精轧工作辊轴承座走轮轴现状调查
精轧工作辊下轴承座配备走轮装置,换辊时由换辊装置牵引换辊钩推拉工作辊走轮移动,实现在机快速换辊作业,走轮装置由走轮轴、走轮轴承和走轮附件造成,走轮装置内外两侧各有一个圆环式密封,主要作用是防止走轮轴承滚动体进水,原设计走轮外侧密封和走轮由走轮端盖压紧,走轮内侧与轴承座之间有10mm间隙,在使用过程中,走轮内侧密封受外力冲击经常出现脱落现象,密封脱落后导致走轮轴承滚动体裸露进水,走轮轴承频繁异常损坏情况。 另外经过调查发现工作辊轴承座走轮轴也存在经常出现损坏更换情况,其主要原因是走轮轴端盖螺栓孔损坏,端盖螺栓无法紧固,被迫更换走轮轴。
通过现状调查,1580热轧产线目前精轧工作辊轴承座有36套为走轮形式,合计在用走轮装置为288套,调查统计发现2022年6-11月份半年累计走轮组件损坏217套,走轮轴损坏66件,走轮端盖217件,合计直接备件损失17.07万/年。
为减少精轧工作辊轴承座走轮轴及走轮轴承组件损坏,实现减少备件材料消耗,降低现场维护作业工作量的目的,需要重新设计轴承座走轮轴,弥补原设计存在缺陷,避免走轮轴承密封脱落进水导致轴承损坏,同时改进走轮轴结构,提高走轮轴使用寿命。
三、轴承座走轮轴及走轮组件损坏原因分析
1、现有精轧工作辊轴承座走轮轴结构比较简单,安装走轮组件时,走轮外侧密封由走轮端盖压紧,走轮内侧密封无压紧防脱防护装置,走轮轴承内侧密封受外力冲击影响经常出现脱落情况,走轮内侧密封脱落后,不易检查发现,安装恢复需要整体拆解,维护难度大,在机使用时,大量冷却水冲击轧辊及轴承座,走轮内侧密封脱落后,走轮轴承滚动体裸露,冷却水会顺流进入走轮轴承滚动体内,导致走轮轴承滚动体内润滑油脂失效,滚动体锈蚀,工作状态时产生干摩擦和卡阻,造成走轮轴承滚动体损坏失效。
2、根据现场统计发现走轮轴损坏70%以上为走轮轴端面螺栓孔损坏,走轮轴端面螺栓孔损坏主要原因是走轮运行过程中掉道,轧辊吊装作业时走轮局部受外力撞击等原因导致,走轮外侧端盖异常受力把紧固螺栓切断,螺栓切断后不易取出或者螺栓孔撕裂,导致走轮端盖无法紧固继续使用,只能被迫重新更换走轮轴,造成备件材料消耗。
四、工作辊走轮轴及走轮组件技术改进方案描述
1、根据原精轧工作辊轴承座走轮轴结构重新设计,结合走轮轴承内圈及走轮轴承内侧密封尺寸,在走轮轴中间区域加工一个直径95mm,厚度10mm的密封防脱装置,如图一所示,中间区域为新增加走轮轴密封防脱装置,走轮安装后,走轮内侧密封将压靠到新增加的防脱装置上,消除密封脱落空间,可以有效避免走轮轴承密封脱落,走轮轴承进水滚动体损坏失效风险。
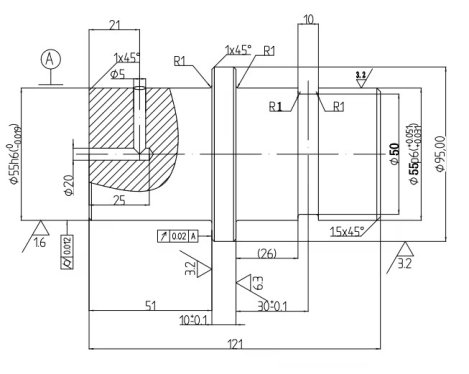
图一 改进后走轮轴
2、根据原精轧工作辊轴承座走轮轴端面紧固螺栓孔结构重新设计改造,将原设计四个紧固螺栓孔均匀增加到八个紧固螺栓孔,螺栓孔数量对应扩展一倍,如图二所示,走轮轴压盖正常安装,当出现走轮轴端面螺栓孔损坏,无法正常紧固使用时,只需要将走轮轴端面损坏螺栓孔打磨平整,将锁紧端盖旋转45°,启用另外四个备用螺栓孔,即可重新紧固走轮端盖,延长走轮轴使用寿命。

图二 改进后走轮轴端面

照片三 走轮轴改造后与改造前实物照片对比
五、实施成效
本次创新主要围绕精轧工作辊轴承座走轮轴改善开展,创新点有两个,一个是增加走轮轴内侧走轮轴承密封防脱装置,防止走轮轴承内侧密封脱落,导致走轮轴承进水,轴承滚动体干摩擦失效损坏,另外一个是通过增加走轮轴端面螺栓孔数量,来延长走轮轴使用寿命,通过机加工可以实现,经过现场使用,可以达到预期使用效果
走轮轴更换后,对比2022年同期半年实现走轮轴组件及走轮轴损坏降幅53%,半年减少消耗走轮组件112件,走轮轴33件,走轮端盖112件。节约备件材料费用8.69万万元/年,人工成本费用2.45万元/年,合计全年节约费用11.14万。此次精轧轴承座走轮轴改造后可创造的无形效益有:(1)、减少了人员频繁进行走轮维护工作量。(2)、提高了走轮安装的作业效率。(3)、减少在线走轮故障导致的生产事故时间。(4)、提高团队合作能力,提升全员自主创新能力。
六、结束语:
经过近一年的研究和改进,日照钢铁控股集团有限公司1580热轧带钢产线精轧工作辊轴承座走轮轴及走轮组件异常得到有效控制,近半年精轧工作辊轴承座走轮组件损坏的数量减少百分之五十以上,证明以上措施有效可行,通过发明一种精轧工作辊轴承座改进型走轮轴,升级了原走轮轴设计不足缺陷,增加了实用功能,使走轮安装之后两侧密封得到有效压紧保护,可以有效防止轴承密封受力脱落,防止走轮滚动体进水导致轴承损坏失效,对应增加走轮轴端面螺栓孔数量来提高走轮轴实际使用寿命。
[参考文献];
[1]张健月 工作辊轴承座铸造工艺研究 大型铸锻件 2017年
[2]安学玲 轴承座加工工艺改进 煤矿机械 2018年
[3]王成志 轧制设备的轴承座加工技术分析 科技创新与应用 2016年

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



