(中国石油天然气第七建设有限公司 山东 胶州 266300)
摘要:我公司承担的某石化公司260万吨/年芳烃联合装置的吸附塔整体建造任务。该塔下封头在制造初期,焊接后无损检测发现了严重的焊接裂纹,项目施工受到较大阻碍。后经过对缺陷进行分析,多次修改完善焊接工艺,逐步掌握了该类厚板封头焊接技术,按期完成了两台吸附塔的制造任务。
关键词:吸附塔、厚板封头、焊接缺陷
前言
“十三五”期间,国内芳烃装置蓬勃发展,各大炼厂纷纷上马,大部分规模在百万吨以上。芳烃装置以生产对二甲苯为主,是代表一个国家石化水平的标志性技术。产品广泛应用于化纤、轻工、建筑、电子等行业,绝大部分成为聚酯纤维的原料,加工成服装。吸附塔是芳烃的核心设备,质量的优劣直接关系到芳烃装置安全运行及能否产出优质产品。我公司相继研发并掌握了UOP及Axens专利技术的吸附塔制造技术,成为国内第一家同时掌握两个专利技术的设备制造厂家,承揽了国内近五年绝大部分吸附塔的建造业务。但是,吸附塔规格愈来愈大,主体钢板的厚度也在逐步加厚,建造过程中还是时常会出现焊接缺陷,在此选出较为有代表性的问题,希望能与同行专家进行探讨,共同提升焊接质量,提升国产装备的档次及水平。
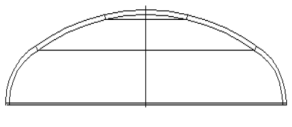
吸附塔为椭圆形封头,规格:EHA10700×145(min),投料厚度为147mm,材质Q345R(正火),封头的布置结构形式分为两带(第一带16瓣,第二带8瓣)+顶盖,单台焊缝总长度为96.285米,焊材用量为8.019吨。封头无损检测的要求为:100%TOFDⅠ级-B级合格+100%UTⅠ级-B级合格+100%MTⅠ级合格(双面)。

焊接过程:吸附塔的下封头组对完成,:采用煤炉+火焰,预热6小时后,温度达到60~70℃后开始焊接,焊完一条焊缝后无损检测,检测结果:合格率为70%,合格率远低于正常的焊接工艺水平。
返修过程:发现该问题后项目部组织技术、质量、生产、焊接班长、焊接副班长以及主要焊接人员对存在缺陷问题进行分析原因,同时讨论制定返修措施。返修方案确定后进行技术交底并下发班组。组织人员开始局部气刨、打磨、无损检测、预热等工作,开始局部进行返修焊接,一周后对返修完成的部分焊道进行无损检测,经统计合格率不到90%,还是不能满足工艺要求。 项目部召开第二次焊接返修会议,主要针对返修后的图谱缺陷与返修前的图谱进行对比、分析,并重新修订返修方案,终于在新的工艺方案指导下,焊接合格率达到了100%,满足了项目要求。
2.原因分析
吸附塔下封头焊缝出现的主要缺陷:横向裂纹、纵向裂、夹杂、气孔,缺陷大部分分布在焊缝与母材之间,造成缺陷的主要原因如下:
2.1焊接的预热温度不够,焊接实测温度范围在55~70℃,而后期将预热温度提高到120~150℃时,合格率大幅提升。
2.2焊工的责任心不高,存在层间的飞溅、药皮清除不够彻底,尤其是夜间焊接施工。
2.3天气影响较大,施工期间雨季平繁,前期工装的投入力度不足,在焊接过程中雨水侵入这是导致焊接缺陷的关键因素。
2.4封头厂家加工坡口时存在补焊缺陷,应增加瓜瓣坡口100%MT或PT的复探检测。
2.5由于工期紧张,需要的焊接人员较多,施工期间人员的流动性较大,忽略了对焊工人员的技能模拟考试。
3.处理方案及过程
3.1TOFD检测完成后,由检测单位明确缺陷所在位置、长度、深度(注明内、外侧),并通知技术、质检、焊接班长进行查看图谱并分析缺陷。当进行第二次返修时,需将原始图谱与一次返修的图谱进行对比分析,并找出返修不合格原因。




3.2TOFD检测结束后UT进行定位,并通知技术、质检、焊接班长现场跟踪见证,气刨时必须将缺陷完全清除,气刨的深度至少要超过缺陷深度以下10mm,长度方向按照完全清除缺陷后再延长30~50mm的原则,宽度方向需将焊缝、热影响区完全气刨清除。
3.3气刨的方向应根据缺陷存在的深度来定,内侧为0mm基准时,外侧为147mm,当缺陷深度大于90mm时建议从外侧气刨。
3.4气刨完成后打磨处理合格进行报检,检查气刨长度、深度,并PT见证。
3.5补焊指定由经历过厚壁返修的熟练焊工进行补焊。
3.6补焊前采用电加热片进行预热,温度不得低于150℃,预热温度由专人检测,技术、质检人员过程抽查监控。
3.7焊接时严格按照如下表1~2参数执行,焊缝宽度不得大于13mm,层间温度控制在150~250℃,尤其是层间的飞溅、药皮、夹渣等物必须清除干净。
参数1
焊接层道 | 焊材型号 | 电源极性 | 焊接电流 | 焊接电压 | 焊接速度 | 备注 |
(A) | (V) | (cm/min) | ||||
打底 | E5015Φ3.2 | 直反 | 90-130 | 22~24 | 10-20 | 道间温度150~250℃ |
填充 | E5015Φ4.0 | 直反 | 130-180 | 24-28 | 10-24 | 道间温度≤150~250℃ |
盖面 | E5015Φ4.0 | 直反 | 130-180 | 24-28 | 10-24 | 道间温度≤150~250℃ |
参数2
焊接层道 | 焊材型号 | 电源极性 | 焊接电流 | 焊接电压 | 焊接速度 | 备注 |
(A) | (V) | (cm/min) | ||||
打底 | E5015Φ4.0 | 直反 | 130-180 | 24-28 | 10-24 | 道间温度≤150~250℃ |
填充 | E5015Φ5.0 | 直反 | 190-240 | 24-28 | 12-20 | 道间温度≤150~250℃ |
盖面 | E5015Φ5.0 | 直反 | 190-240 | 24-28 | 12-20 | 道间温度≤150~250℃ |
3.8返修完成后立即进行后热,后热温度为250℃~350℃,后热时间不少于90min,保温被覆盖自然冷却。
3.9提前做好防雨、防风准备,采用脚手架搭设框架,顶部和侧面铺设防火篷,来雨时相互提醒做好防备,过程中减少焊接的停歇时间。
3.10焊后48小时以后检测,检测的方法:100%TOFD检测Ⅰ级-B级合格+100%UT检测Ⅰ级-B级合格+100%MT检测Ⅰ级合格,执行NB/T47013.10-2015 Ⅰ级合格。
4.防范措施
4.1进行第两次返修的焊缝,返修前返修工艺须经技术经理批准,对于两次以上返修焊缝要全程重点实时监控,返修次数、部位和返修情况严格做好记录并存档;
4.2指定采用四川大西洋厂家供货;
4.3禁止使用药芯焊丝焊接;
4.4对电加热预热片进行检查,发现不达标的立即进更换;
4.5严格执行返修工艺。
参考文献:
[1]陈裕川 焊接工艺设计及与实例分析,北京:机械工业出版社,2010;
[2]曾乐主编,现代焊接技术手册,上海:上海科学技术出版社,1993;
[3]张彦华,焊接结构设计及应用,北京:化学工业出版社,2009;
[4] GB/T 150.1~150.4-2011 压力容器 中国标准出版社出版发行
[5] ASME Section Ⅸ Qualification Standard for Welding ,Brazing, and Fusing Procedures; Welders; Brazers; and Welding, Brazing, and Fusing Operators.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



