南通振华重型装备制造有限公司,江苏省 南通市226000
摘要:本文主要阐述了瓦锡兰6L26发电机弹性减震基座,在施工中基于现场情况对安装步骤进行了调整和改进。使安装的发电机组在最终安装报检状态下各项数据完全符合安装说明书上的要求。
关键字:柴油发电机 弹性减震块安装工艺
一、背景及意义
不同于常见柴油机安装后可调的橡胶减震器或使用活动钢垫块的减震基座,
瓦锡兰6L26发电机使用了安装后不可调节的橡胶减震器和单个焊接式钢垫块,
一旦安装状态不符要求后较难调节和修正,这就需要较高的安装精度。而焊接垫
块产生的焊接应力又会对安装精度产生破坏,故减震器的安装调节过程每一步骤
都需要考虑下一工序可能造成的影响,合理的安装工艺对顺利完成安装十分重
要。
瓦锡兰6L26发电机,单机34.5吨;发电机使用了Vulkan-DMR T90-CB橡
胶减震器(如图1),单台机12块,全船48块,每块减震器使用4颗M14螺
栓锁死固定,该螺栓也兼作调整减震器用;焊接式单钢垫块,最小厚度30mm,
共计48块;机体距发电机基座边缘最小间隙20mm(见图2);发电机调节以
测量减震器的TB1与TB2数据(见图1)为准,每个减震块共4个数据,四角
每角一个。最终安装状态为:单台机单个减震器的TB1与TB2不大于0.6mm,不
同减震器的TB1,TB2的平均数据差不超过2m。
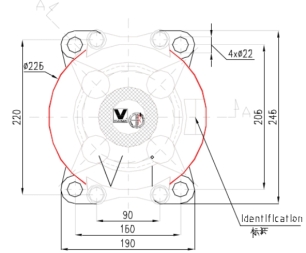
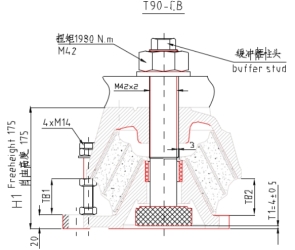
图1.Vulkan-DMR T90-CB橡胶减震器

图2.弹性减震块与基座安装示意
二、现场情况
发电机基座为结构铁舾专业焊接,由于焊接应力,基座上表面不平,且整个
基座上表面存在轻微起伏。发电机组自带的M24X2X260顶升螺栓在顶升发电机
时,伸出太长造成螺栓弯曲,无法顶升(见图3)

图3.M24X2X260顶升螺栓位置(箭头所指)
三、改进工艺
1使用平面将发电机基座钢垫块区域边缘周边区域蓝点拂配,至0.1mm塞尺插不进,垫块中间区域可不作要求(图4),结束后涂抹油脂防锈等待安装,加工准备48块弹性减振垫块调整工装(图5),工装四角厚度需预先测量精确并编号记录。


图4.垫块区域拂配 图5.减振垫块调整工装
2 吊装发电机,在发电机落座前在基座钢垫块区域预先放置弹性减振垫块调整工装,使用顶高螺栓和千斤顶将发电机调整至安装图要求位置,调整过程中弹性减震块不可接触基座面以防受力损坏,调整就位后对发电机焊接工装定位方便二次吊装。
3 将弹性减振垫块调整工装上的4颗M16调整螺栓逐个拧紧吃力以顶起发电机(图6),使发电机组重量全部受在调整工装螺栓上,尽量保证单台机器的调整工装螺栓受力均匀,以螺栓拧紧时的手感为准,顶起的高度不作要求。
4先放松并拆掉弹性减震块上的M14调整螺栓(图7),让发电机组的所有重量全部受在各个减震器上,静置数小时后检查发电机减震器的压缩量差值TB1,TB2。依靠调整工装螺栓调整发电机减震器的压缩量差值,核对每个减震器使得每个减震器的TB1与TB2不大于0.6mm,不同减震器的TB1,TB2的平均数据差不超过2mm。每次调整完毕后静置6小时检查结果,若有变化需进行再次调整,调整至尽量精确,基本未变化后观察12小时。


图 6. 图 7.
5 使用塞尺测量调整工装底部四角与基座间的间隙(图8),该间隙数据与第一步中记录的调整工装四角测量值相加即为需要的钢垫块厚度,数据提供机加工(注意:如说明书要求垫块最小厚度,则需将单台发电机垫块所有数据加上某一特定值,这批数据中最小值为垫块最小厚度)。

图8
6 重新安装并锁定减震器上的4xM14 的调整螺栓(图9),以防顶高后减震块橡胶受压。通过缓慢调整调整工装上的顶高螺栓来调整高度,调整方式是调整顶高螺栓一个连着一个,每次拧转60°即可,尽可能的均匀分配各个顶高螺栓的载荷以免发电机机脚受力不匀导致歪斜,直至发电机组减震器与基座间的间隙约符合加工后钢垫块的安装要求。

图9
7 逐个地放松调整工装顶高螺栓、移除调整工装并立即安装加工好的钢垫块,注意钢垫块位置是一一对应的,四角尺寸需与测量时所量尺寸相符,钢垫块安装完毕后逐个松掉有调整过的减震器上的4xM14 的调整螺栓,直至减震器上的调整螺栓不再受力。检查发电机组的每个减震器,测量并记录TB1,TB2 的数据来检查减震器的压缩均匀情况,确保统一减震器的TB1与TB2 不大于0.6mm,不同减震器的TB1,TB2 的平均数据差不超过2mm。若发现超差可选择修正钢垫块尺寸。减震器的压缩量差值尽量保证精确。
8 间断焊所有垫块,注意控制焊接变形对减震器的压缩量差值造成的影响,并且减震块与钢垫块之间的间隙不可过大(超过0.20mm),若超过范围需立即调整焊接方式等方法处理,间断焊结束后每隔3小时观察减震器的压缩量差值是否符合要求,差值尽量小并做好记录。
9 吊离发电机,全焊所有垫块,根据压缩量记录控制焊接顺序,注意控制焊接变形。
10 检查焊接后的钢垫块上表面平面度,若平面度过大可使用平板磨平,保证使弹性减震块与钢垫块之间的间隙小于0.15mm。
11 安装发电机,检查安装后的减震器压缩量差值,无问题后可安排对外报检。
12下水后待船体调整至水平,可复检减震器压缩量差值,调整减震器中部螺杆与发电机基座面差值并将各螺栓扭矩锁紧。
四、总结
通过以上改进工艺,发电机安装施工均报检完成并得到认可。就最终安装结果来看,该系列发电机减震块安装中最重点即为控制焊接变形量,其次是测量精度。事实证明控制焊缝附近的贴合面间隙最为重要,这也是发电机基座垫块面区域需用平面磨平拂配的原因,间隙越小,焊接变形量越小,焊接顺序和走向对变形量也有影响,不过不如贴合间隙那样来的大。对测量精度而言,在调节减震器TB间隙时,数小时的静置是合理而且必要的,再一次调节过后,各个减震器上的橡胶需要时间“分配”自己的受力,这是一个自我平衡的过程。然而静置时间太长对于精度而言意义不如进度来的大,减震器的间隙在合理的调节下是越变越小的,静置时间6小时已足够。对于测量工具来说,高精度的工具量出的结果能一定程度上补偿加工和焊接应力造成的误差。
环境也会对测量造成影响,温度升高会使减震块间隙整体上升,阳光直射影响较大,受强烈光照受热会使减震块间隙增大0.7mm,故要避免在阳光直射下进行调节或测量;下水后的船体倾斜会对减震器状态产生影响,但船体调平后发电机组减震器整体状况和下水前变化不大。
参考文献:
[1]《CB-T4000-2005中国造船质量标准》
[2]刁淑华、董昭模,四冲程中速船用主柴油机弹性底座的安装【J】.《齐鲁渔业》,2008(8):55-57

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



