中车常州车辆有限公司 江苏省常州市 213011
摘要:在铁路货车制造中,中梁制造占有非常重要的地位。通常都以中梁为组装基准,在底架组装胎上完成底架的组装,因此,中梁制造状态对底架组成状态影响极大。如底架落车后,车体摇晃、车辆倾斜超限等问题,就与中梁心盘面扭翘有直接关系。为保证车辆运用状态,铁标中对落车后心盘与检验平台的间隙提出了严格的要求。而中梁结构刚度一般都很大,目前新造中梁基本采用Q450NQR1屈服强度为450MPa的耐大气腐蚀钢,此种型钢结构一旦出现扭翘,矫正很困难。因此,分析中梁心盘扭翘的原因,采取防范措施,探讨对已出现扭翘的中梁进行有效矫正方法就十分必要。
关键词:箱型中梁心盘扭翘;矫正技巧;预防措施
一、简介
以铁路货车某平车为例,该车中梁为鱼腹形变截面箱型梁结构,是主要的承载部件,其结构复杂,焊接质量要求高,主要结构由中梁上盖板、下盖板、腹板、中间隔板组成,外形如图1所示。

图1
中梁制造状态对底架组成状态影响极大,如出现底架落车后,车体摇晃、车辆倾斜超限等问题,就与中梁心盘面扭翘有直接关系。为保证车辆运用状态,铁标中对落车后心盘与检验平台的间隙提出了严格的要求,原木平车心盘面外侧与检验平台的间隙不大于0.5mm。
由于中梁的长度长,截面形状复杂,组焊后要求中梁有一定的上挠,加之中梁焊缝长、焊脚大,焊接变形不容易控制,一旦发生扭曲变形,现有设备难以矫正,甚至于矫正不过来造成产品报废,为此分析中梁心盘扭翘的原因,通过组装、焊接工艺控制以保证变形量。对已出现扭翘的中梁的有必要探索出有效调修方法,从而彻底解决平车中梁心盘扭翘的难题。
二、钢材的矫正原理
(1)钢材的热矫正:
对钢材某一部分进行加热使其产生膨胀,由于周边未加热材料温度较低,膨胀受到一些阻碍,得不到自由延伸。开始冷却时,膨胀处的钢材收缩率大于膨胀率,于是钢材发生变形。我们可以利用热胀冷缩产生的新变形来矫正原有的变形。应当注意钢结构工程的构件变形矫正温度值应控制在 900℃以下,同一部位加热矫正不得超过两次。热矫正适用范围比较广,在钢材弯曲变形大、钢材塑性差、缺少适当的机械设备的施工现场更适宜采用。生产中一般采用气体火焰加热,加热方式有线加热、圆点加热和三角形加热。
(2)钢材的冷矫正原理:
冷矫正是利用钢材的塑性,在常温下使用机械设备或者锤击等方式迫使钢材反变形以达到矫正的目的。冷矫正时会产生冷作硬化现象,矫正部位将消耗一部分塑性,降低了安全系数,所以同一部位不宜反复使用冷矫正方法。
三、操作方式方法
把中梁放置在水平胎位上用塞尺进行检验,若心盘面外侧与检验平台的间隙大于0.75mm,此中梁不符合技术要求须进行调修矫正。我们使用了三种矫正方法,热矫正、冷矫正和两者的综合应用,当中梁如产生以下问题时,采取如下措施:
1.中梁挠度变形小于5mm时,1、2位心盘上盖板处用胎型支撑中梁最高点,后用油泵支撑牵引梁尾部处最低点,用油泵向上顶至中梁反向扭曲(反扭多少,按平时工作经验确定),然后用环形火焰烘烤1、2位心盘后端500mm处,加热温度一般在800℃左右,如下图2,冷却后即可。
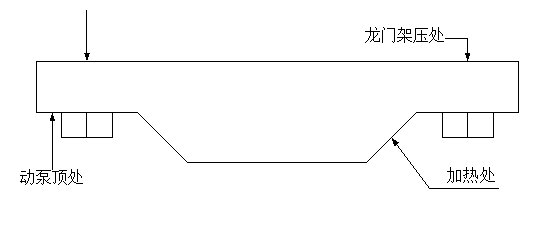 图2
图2
 2.中梁挠度变形超过20mm时,矫正过程同上,只是在加热位置及温度有所变化,加热温度大约在1000℃左右,如下图3,冷却后即可。
2.中梁挠度变形超过20mm时,矫正过程同上,只是在加热位置及温度有所变化,加热温度大约在1000℃左右,如下图3,冷却后即可。
图3
3.当中梁挠度变形、旁弯同时产生时,首先把中梁扭曲顶至反向扭曲到位,然后用现有的工具(千斤顶)把中梁旁弯处顶过直线,顶起量取决于旁弯,一般只需顶过10mm左右,然后先用环形火焰对扭曲部位进行烘烤,再用三角形火焰对旁弯部位进行烘烤,烘烤完后马上拉线测量一下是否会过多,如不变等冷却后即可,可做到一次矫正完成。
4.牵引梁下垂的调修过程
先看中梁挠度,再看心盘内稀开的状态,才能定牵引梁下垂的尺寸,如按工艺要求做,到水平矫正时就会产生牵引梁上挠,当整车地板焊接完后,中梁挠度18mm左右,心盘产生内希 0.4mm左右,牵引梁一般调至下垂13-15mm左右,这样整车到水平矫正胎型矫正时,牵引梁就不会产生上挠,也符合牵引梁下垂不大于5mm的工艺要求。
中梁变形矫正重点要做好数据检测,并根据检测数据确定夹紧位置、加热位置,同时要注意不同变形程度对应的加热温度控制。
四、心得体会
该矫正技巧是从自己掌握的冷作工理论知识,并结合中梁生产经验,针对腹形变截面箱型梁结构扭翘变形调修难度大的特点,通过在工艺和操作方法上的一些修正和创新,解决中梁变形的难题,提升生产效率和产品的质量。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



