宝钢集团新疆八一钢铁有限公司设备工程部
摘要:斯太尔摩风冷是高速线材盘条相变控制的关键一环,对盘条的金相组织和性能有决定性作用。然而,由于盘条搭接与非搭接问题以及搭接位置和搭接状态不固定等问题,使得在风冷线上运动盘条的温度难以准确测量,导致风冷线盘条冷却的对称性和均匀性难以定量评价。
关键词:风冷段;高速线材;温度测量;应用;
引言
高速线材生产线生产的线材辊是指经面包机将轧制成圆形的成品线材输送到包机上后组装包装的辊,在风冷辊上均匀划分成层,实现冷却改造。高速丝质毛巾发出的线圈往往不理想,即椭圆形或过大或过小,在寒风中杂乱无序地叠在一起,这可能导致电线质量普遍稳定,辊的外观质量较差,特别是本文审查了影响丝绸圈形状的各种因素和相应的控制措施,经过实地实践,取得了更好的效果。
1盘条温度难测的主要原因
搭接与非搭接导致温度分布不均;(2)同一根盘条不同段的搭接状态不同导致温度分布不均;(3)盘条在辊道上的非对称分布导致温度分布不均问题。风冷温度测量问题给金相组织和产品质量控制带来了困难。现有风冷盘条测温存在如下问题:(1)固定点测温仪难以准确测得搭接温度。一方面,辊道上盘条搭接位置的不固定导致测温仪难以瞄准目标(2)扫描式点温仪解决了搭接位置不固定导致温度难测准的问题,但也难以准确测得搭接温度。一方面,扫描式点温仪测量光斑大导致难以测得搭接处的最高温度区域。特别是线径小的盘条搭接处的温度梯度大,扫描式点温仪的测量光斑内既包含了最高温度区域又包含了低温区,导致测得的温度偏低。另一方面,盘条沿辊道的运动、测温仪垂直于辊道的扫描运动、测温仪的测温响应过程三者之间的相对运动也导致搭接温度难以准确测得。(3)热像仪测温存在测温精度较低的问题。
2生产过程控制与优化
2.1化学成分优化
化学成分是满足性能要求的基本条件。钢的p和s含量可能影响蜗牛的力学性能,特别是AGT指数,尤其是高p含量可能会增加冷蜗牛的脆性,降低塑性,因此钢的p和s含量需要大幅度降低;钢中c含量的增加可以使奥地利变得更加稳定,降低变相温度,便于铍壳的提取,但碳含量过高也可以降低蜗牛的塑性指数,因此,如果性能得到保证,c含量可以得到尽可能有效的控制少量v可以细化颗粒,提高蜗牛的硬度,从而提高蜗牛体内v的较低含量,从而有利于AGT值的稳定性。
2.2优化吐丝温度
高速线材的温度主要由层压后水箱冷却控制,其高度和高度直接影响线材的机械性质。线材温度太高,预-澳粒变化迅速,不利于下一分散辊冷却时晶粒的细化;钻头温度过低,对钻头前水箱冷却强度要求较高,钢堆事故率急剧上升,不利于生产过程的稳定性。因此,对于高速线材的控制和冷却而言,必须考虑到呕吐前的耐冷性、呕吐温度和呕吐后的耐冷性,才能建立最佳组合。
2.3轧件温度波动
出炉钢带温度差直接由钢带温度差大于大会造成。不同温度下的电线具有不同的硬度,丝管变形和成形段的不同变形程度也可能导致丝管内部路径波动。对于这类问题,应确保从烤箱中取出的原料的头部和尾部之间的温差不超过35 c。
2.4吐丝盘振动
在销中空轴和销中空轴之间使用表面接触协调,销中空轴轴承出现异常后,中空轴端面和销在轴向垂直面上的工作条件从二维变为三维振荡, 使直管入口的直段围绕直管或销的轧制线偏心旋转,导致直管内轧制零件的工作轨迹不稳定; 此外,板与空心轴配合面之间的碎片清理不足可能导致安装不正确,也可能导致管的直段偏心旋转。为解决这一问题,可采取以下措施:更换钻头时,应清除空心销和轴的配合面上的碎片;更换板后,使丝板低速手动爬行,从丝机入口观察丝管右段是否有偏心运动,丝板与空心轴之间无协调问题,应检查确认丝机轴承。
2.5开展多种方案实验
通过协调涉及多种工艺调整的钢铁对,可以通过调整轧辊转速、风机风量和轧辊后的第二冷却速率,有效地提高最大总长度的AGT值。结果与不同线圈温度和风扇的AGT值不同。实验过程中测量了不同风速下平滑点温度与铁体组织的关系。此外,在冷却最终产品后,根据卷绕规范确定适当的绝缘处理,以满足磁盘主轴冷却的作用并释放应力。这提高了产品可扩展性,并提高了对磁盘的需求。绝缘加工如下:粗螺纹8.0mm,关闭保护罩9-14,剩馀开放;σ 10. 0 mm螺纹,关闭保护罩11-14。
2.6设计特点、装备水平和新技术应用
1)轴流风机是专门设计的,在生产过程中实现标准化,无需改变基础和引出风管管路,即立即投入使用。有两种结构:塔式和塔式,用于代替原来的90°和150°离心风扇机箱。在滚动温度下,风扇输出可配有保护装置。2)航空板材采用飞机轻质合金制造,保证异形板的强度和形状设计,保证稳定运行;先进的整体设计和精确的制造组件是实现高能效的基本要求。在电机内部,直流母线,变频器转速,机械效率100%,能量保存了电机的功率损失,有效功率增加了60-80%的电机(通常为30-40%)。可靠的风扇控制,具有上述优点的高能效。
3温度测量的应用
通常,某根盘条质量的优劣需要线下测量盘条的性能才能获得,离线测量、不及时且工作量大,如何在线反映盘条的质量是钢厂一直的追求。上述方法测量的盘条实时温度,可为风量的对称冷却提供帮助,但对于盘条生产过程中出现的整根盘条搭接疏密程度异常导致的局部温度异常难以实时捕获并预警。因此,本文尝试利用温度质量评价整根盘条的质量,温度质量采用如下参数表示:(1)上下搭接平均温度偏差,用于反映冷却的对称性。(2)上搭接温度在±30℃、±10℃波动范围内的部分的占比,用于反映生产的稳定性。(3)上搭接温度的一阶绝对中心矩1u用于反映搭接点温度的波动,其相对于标准差的运算量小;搭接越严重,盘条搭接温度波动越剧烈,一阶绝对中心矩越大。一阶绝对中心矩1u为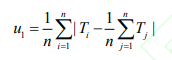 式中:n为盘条所测温度数据的个数;Ti为第i个温度数据;
式中:n为盘条所测温度数据的个数;Ti为第i个温度数据; 为温度数据的平均值。以HRB400E直径φ8mm盘条为例,表1初步统计了异常盘条邻近10根盘条经过4号风机位置时的温度质量信息的统计结果,每根盘条的轧制时间约1min。从表中可以看出,上下搭接处的温差90%在20~30℃之间,表明风冷存在一定的不对称问题,可以通过调节风向和风量减小上下搭接处的温差,获得更好的冷却均匀性。上述10根盘条,搭接温度波动在±10℃内表示搭接均匀、温度波动小的部分的占比,70%集中在50.98%~62.76%。盘条搭接温度波动在±30℃内表示搭接较均匀、温度波动较小的部分的占比,70%集中在92.32%~100%。表示搭接温度波动剧烈程度的一阶绝对中心矩,70%集中在11.2~16.6℃。第4~6根盘条温度出现异常,搭接温度波动在±10℃内表示搭接均匀、温度波动小的部分,其占比仅为5.42%~29.03%。搭接温度波动在±30℃内表示搭接较均匀、温度波动较小的部分,其占比也只有34.35%~89.33%之间。表示搭接温度波动剧烈程度的一阶绝对中心矩,集中在24~74.6℃。虽然,第4根盘条搭接温度波动在±30℃内的占比达到了89.33%,但其±10℃内的占比仅为29.03%,远低于大多数盘条的50.98%~62.76%。且其一阶绝对中心矩为58.1℃,远大于大多数盘条的11.2~16.6℃。搭接温度波动最剧烈的第5根盘条,1u74.6℃。
为温度数据的平均值。以HRB400E直径φ8mm盘条为例,表1初步统计了异常盘条邻近10根盘条经过4号风机位置时的温度质量信息的统计结果,每根盘条的轧制时间约1min。从表中可以看出,上下搭接处的温差90%在20~30℃之间,表明风冷存在一定的不对称问题,可以通过调节风向和风量减小上下搭接处的温差,获得更好的冷却均匀性。上述10根盘条,搭接温度波动在±10℃内表示搭接均匀、温度波动小的部分的占比,70%集中在50.98%~62.76%。盘条搭接温度波动在±30℃内表示搭接较均匀、温度波动较小的部分的占比,70%集中在92.32%~100%。表示搭接温度波动剧烈程度的一阶绝对中心矩,70%集中在11.2~16.6℃。第4~6根盘条温度出现异常,搭接温度波动在±10℃内表示搭接均匀、温度波动小的部分,其占比仅为5.42%~29.03%。搭接温度波动在±30℃内表示搭接较均匀、温度波动较小的部分,其占比也只有34.35%~89.33%之间。表示搭接温度波动剧烈程度的一阶绝对中心矩,集中在24~74.6℃。虽然,第4根盘条搭接温度波动在±30℃内的占比达到了89.33%,但其±10℃内的占比仅为29.03%,远低于大多数盘条的50.98%~62.76%。且其一阶绝对中心矩为58.1℃,远大于大多数盘条的11.2~16.6℃。搭接温度波动最剧烈的第5根盘条,1u74.6℃。
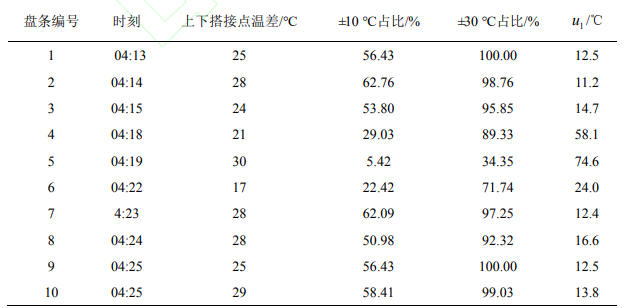
表1盘条的温度质量参数
结束语
(1)该系统可评价盘条搭接处的冷却不对称。以ϕ8mm的HRB400E盘条为例,上下搭接处本应相近的温度其温差达35℃,反映了冷却不对称程度。(2)通过搭接温度统计分析,该系统具有评价每根盘条温度质量的功能。例如,统计了异常盘条相邻10根盘条温度,70%盘条的搭接温度波动在±10℃内部分的占比为50.98%~62.76%,其余盘条低至5.42%~29.03%,表明温度质量可能存在问题。此外,搭接温度波动在±30℃内部分的占比,以及搭接温度的一阶绝对中心矩,也可为温度质量问题的发现提供参考。
参考文献
黄标彩,廖琳琳,陈健健,严海峰,方宇荣,张玖.风冷段高速线材温度测量及其应用[J/OL].冶金自动化:1-7[2022-04-28].
韩书栋,刘义,胡楠.高速线材吐丝圈形的质量控制[J].山西冶金,2022,45(01):236-237+240.
[3]张云.高速线材控制冷却工艺研究及应用[J].南方金属,2022(01):17-19.
[4]柴璐琪.高速线材提高同圈性能工艺优化[J].山西冶金,2021,44(04):64-65+69.
[5]李荣良.高速线材生产中的质量控制策略[J].冶金管理,2021(05):134-135.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



