身份证号码 42062519891206 ****
摘要:迪拜700MW光热+250MW光伏太阳能电站项目,是全球迄今为止最大的太阳能发电项目,该项目是迪拜水电局DEWA开发的Mohammad Bin Rashid Al Maktoum太阳能园区第四期太阳能发电项目。项目采用全球领先的“塔式+槽式”集中式光热发电技术,其配置包括1x100MW塔式熔盐储热发电机组和3x200MW槽式熔盐储热发电机组,塔式机组配置15小时储热系统,每台槽式机组配置13.5小时储热系统,光热部分合计发电容量达700MW。本文主要分析探究了其中CT区域项目中对光热塔式机组集热管屏修复技术的应用,仅供参考。
关键词:迪拜;CT区域项目;光热塔式机组;集热管屏修复技术
引言
迪拜950MW光热光伏混合项目是我国“一带一路”的国家重点工程项目,也是中东市场的标志性项目。该项目是全球迄今为止最大的太阳能发电项目。由迪拜电力水务局DEWA、中国丝路基金、沙特国际电力和水务集团联合投资,是我国“一带一路”的国家重点工程项目,也是中东市场的标志性项目。
1.迪拜光热光伏太阳能电站项目集热管屏修复的重要性
本次光热塔式集热管屏修复项目为迪拜950MW太阳能光热光伏混合项目,该项目是全球迄今为止最大的太阳能发电项目。由700MW太阳能光热电站和250MW光伏电站组成。其中,700MW光热电站包括1x100MW塔式储热发电机组和3x200MW槽式储热发电机组。该项目也是我国“一带一路”的重点工程项目,更是我国企业在中东市场的标志性项目。
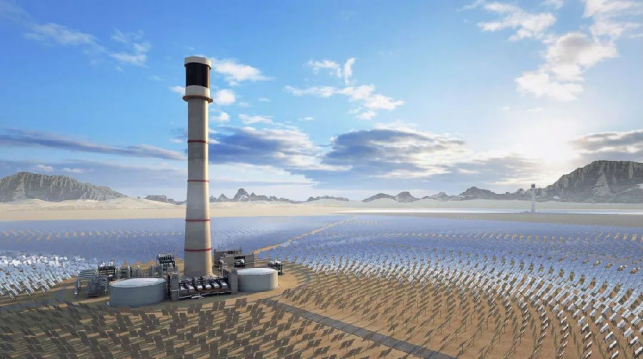
图1 建成后效果图

图2 光塔夜景
CT区域为整个迪拜项目的核心区域,而作为CT区域的核心部件——MSR管屏集热器,更是整个项目核心中的核心,它的质量好与坏,会直接影响到机组的后续投运,此次修复工作,无论是在经济、工期等各方面都不得有任何闪失。
集热管屏是光热塔式项目集热器的核心部件,集热管材质为SB626NO6230的高镍合金管,规格为50.8*2.0mm,该材质有极强的吸热性和收缩性[1]。因此,在运输的时候保护不当造成集热管大面积海水锈蚀,需要施工现场进行更换集热管,而其超薄特性及较小的管间间距造成管屏修复工作难度大大增加,同时该材质焊接时对热输入和清洁度要求也相当高,集热管屏每片管屏采购成本高达5000美金,共计24片。高额的成本必须要保证极高的合格率,不容许有太多的返修[2]。前期修复工作由西班牙厂家担任,在一个月时间仅完成了10根管20个焊口,其一次合格率也极不理想。总共要更换198根,共计396个焊口,为了如期如质的完成管屏修复工作,为此甲方委托我公司来进行管屏换管工作。
2.光热塔式机组集热管屏修复技术的应用
前期西班牙厂家的合格率低下,产生缺陷多为气孔,可借鉴经验有限。加上我们单位在这之前的施工过程从来没有接触过这类管道焊接,为了保证管屏修复的质量,前期在焊接练习间专门进行了模拟练习,后来直接在原管屏上进行实地练习攻关,保证最大限度地模拟现场焊接。
为了能如期保质的完成修复工作,我们成立了管屏修复现场施工班,施工班由技术组,钳工组,焊工组,质量监督组,无损检测组等小组。
技术组主要职责:负责现场日常技术工作,管道切割位置标记,对口报验,外观验收,无损检测委托等工作;钳工组主要职责:负责管屏修复期间的管道切割打磨,切割后管道壁厚的测量及记录,焊口组对,管屏水压及恢复内部吹扫等工作;焊工组的主要职责:负责前期管屏焊接攻关工作,修复期间所有的焊接工作,焊口返修挖补等工作;质量监督组主要职责:负责现场施工的质量监督工作,配合现场验收;无损检测组主要职责:负责管屏修复期间的所有无损检测工作。
施工班要求:每日施工前技术组必须对所有参与当天施工的施工人员进行安全技术交底,所有施工人员都必须固定,不得随意更换,每天必须参加“三交”并签字,有疑问的务必问清楚,不得盲目作业。切割正式管屏前和正式对口焊接前都进行了现场安全技术交底并签字。
管屏送到修复现场我们会对每个根管壁进行仔细检查,看看表面是否有明显缺陷。并做好检查记录,废管在切除之前也会反复进行确认,在JC(西班牙厂家)和LR(第三方质量检测机构)的共同确实签字后,我们才开始进行切割。
现场观察发现前期西班牙公司是采用的是整根管冲氩,我们发现这种方式不可取在现场进行了技术改进,我们采用的是死口外置,利用水溶纸在管口内部10Cm的地方进行封堵,充氩端利用不锈钢小管从集箱口进行充氩。这样就缩小了充氩气室,同时我们在开始焊接之前都会对气室进行氩气和氧气的纯度测量,可以充分保证焊接时内部氩气的保护效果,以此来提高焊接质量。为了保证能够充分适应现场焊接,我们做了不同的焊接培训,一是采用一道成型焊接,二是采用俩道成型焊接。把这两种焊接方式焊出来的试件进行外观和RT检测比较,发现一道成型焊接的各项指标都比两道成型焊接的要好,所以,我们在现场进行焊接的时候都是采用一道成型焊接。
现场焊接的时候有许多盲区,焊接位置太狭小用我们常规使用的手把式焊接面罩根本就没有办法进行正常的焊接。为了保证焊接质量我们采用头戴式的皮面罩进行现场焊接。我们常规使用的氩弧焊焊枪都是大角度的,现场焊接很难保证焊接时的焊接角度。我们就联系国内的厂家根据现场实际情况,定制了十套小型的焊枪(见图3)。现场使用的常规角磨机都是115型的,死角位置就根本没有办法进行焊前清理打磨,我们就在属地购买了十把小型的气动小磨机。为了保证焊接质量我们会对每一个焊口,在焊口组对之前用炳酮进行清洗。每个焊口都必须要JC和LR进行验收对口和焊口外观,外观验收合格以后才可以进行RT射线检测。每片管屏RT检测都合格以后还要对管屏进来整体外观验收,验收通过了还要进行PT检测。

图3 小型焊枪

图4 MSR管屏修复现场对口验收
做完无损检测之后就开始对管屏进行水压试验(图5),每片管屏进行水压试验都必须要SEGC(总包方),JC,LR,NE1(业主)来现场共同见证并签字确认。水压试验完成后还要对管屏进行控水,内部进行烘干处理,每片管屏内部烘干处理完成后,需要JC和LR验收合格后才可以交安装做保温[3]。

图5 水压试验压力标准
本次集热管屏修复工作换管198根共计396个焊口,前期西班牙厂家预计是210天完成修复工作,但是经过我们60天的不懈努力就已经出色地完成了任务,而且焊口一次合格率都在98%以上,此次修复为项目工程的投运提供了大力帮助,也为SEGC节约了许多修复费用,得到了SEGC和NE1的一致好评。
参考文献:
[1]刘云会,张自成.200MW槽式光热项目集热管及附件安装技术研究[J].科技资讯,2019,17(33):50-51.
[2]刘川.塔式光热项目吸热器吊装及塔内施工工艺研究[J].中国新技术新产品,2021(11):100-102
[3]高嵩,任博涵,许继刚,等.100MW塔式光热电站吸热器中心高度优化研究[J].华电技术,2021,00(05):70-74.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



