河钢邯钢设备动力部 邯钢大型轧钢厂 河北邯郸 056015
摘要:通过对加热炉系统的调查,分析了影响加热炉燃耗的主要因素,针对调查分析的因素,文章介绍了目前影响加热炉燃耗可采取的相应对策,并浅析了邯钢在降低加热炉燃耗方面的实践。
关键词:加热炉 燃耗 节能
概述
轧钢系统的能源消耗约占冶金行业能源消耗的10%左右,其中轧钢加热炉的又占了75—80%,加热炉能耗指标也是当前节能减排循环经济的重要指标,为降低加热炉燃耗,很多单位重点专注在加热炉炉型结构、燃烧节能新技术、高温节能涂料等方面的研发,提高加热炉效率,搞好加热炉节能工作,降低加热炉燃耗是企业轧钢工序节能挖潜的工作重心,降低轧钢生产成本,是实现企业可持续发展的有效方法之一。
1、影响加热炉燃耗因素分析
影响加热炉燃耗的因素有很多,抛开加热炉炉型结构方面的因素,钢坯入炉条件、供热强度和燃烧条件、加热炉砌体的散热以及工艺条件俨然成为影响加热炉燃耗的主要条件。
1.1、在一定的加热条件下,钢坯尺寸规格决定了所需加热时间长短,对炉子的生产效率存在着重要影响,但同时钢料入炉温度提高将会缩短加热时间,提高加热炉的生产效率,据资料统计,入炉钢坯表面温度每提高50℃时,加热炉生产能力将会提高约7%,因此提高加热炉的热装率及热装温度成为了钢企降低燃耗的主要措施。
1.2、加热炉砌体的散热也是影响加热炉燃耗的主要组成部分,因此采用轻质耐火材料和各种绝热材料等新型技术也成为钢企及厂家关注的重点,目前国内采用的新型组合式黑体节能技术(陶瓷板+黑体+红外喷涂)、微纳米远红外节能涂料技术、高辐射覆层技术等现行保温技术均取得了较好的效果。
1.3、目前国内加热炉高温脉冲燃烧技术及常规连续燃烧方式受燃烧工艺的要求影响,混合煤气热值及压力的波动同样会造成加热炉燃耗的增加,混合煤气热值及压力的波动将会直接造成空燃比的失调,引起煤气燃烧不充分产生浪费或者排烟热损失增加,也有可能造成炉内空气量增加,加大炉内钢坯氧化烧损、增加炉内烟气量并降低燃烧温度。
1.4、加热炉装钢、出钢出钢的过程中,炉门打开的时间较长,造成的热量损失也较大,因此,优化炉门开启时间也将会大幅降低炉门辐射和逸气所带来的热损失,在实现降低燃耗目的的同时,也会提高产品质量。
2、邯钢在加热炉降低燃耗方面的实践
2.1、邯钢重点推进热装热送及加热炉降耗工作,以热轧厂为例,在现有基础上提高板坯直装率,提高炼钢铸坯合格率,压减铸坯封锁率,确保板坯实现直装,优化计划编排和生产组织,充分利用铸坯显热,提高板坯入炉温度到600℃以上,热装率提高到80%以上;同时在生产组织上优化计划结构,杜绝同一计划冷热混装,避免因为保冷坯温度,导致热装板坯温度超温而造成能源浪费,显著降低加热炉燃耗。
2.2、在加热炉车间操作方面,保轧钢工序稳定生产,板坯库保持低库存运行,根据产量合理采取双炉或多炉生产,提高有效作业率,提高生产过钢节奏,增加小时产量,提高加热炉热效率利用率;其次优化待轧煤气保温用量,根据停车时间,制定具体的保温、升温、装钢时间,根据待装钢钢种,板坯入炉温度,制定准确的装钢时间。针对外购坯计划,采取各炉提前装钢15块,充分利用炉膛余热进行板坯预热,控制外购坯计划块数,减少外购坯待温时间,提高生产节奏,加热炉车间提升轧机操作能力和设备状态,细化钢种,跟踪生产实际,在稳定生产的基础上,与技术中心攻关降低出炉温度,先尝试低碳钢出炉温度在原基础上逐步降低20℃,平均出炉温度控制在1210℃以下,降低燃耗。
2.3、加强混合煤气热值稳定性及加热炉操作工操作制度管理,煤气加压站与煤气用户制定严格的联系机制,确保混合煤气压力与热值稳定,加热炉系统根据混合煤气热值,正确选择助燃空气系数值,并且在保证混合煤气完全燃烧的条件下要尽可能的降低助燃空气系数,实现最优空燃比操作,提高燃烧效率,减少钢坯氧化烧损,降低加热炉燃耗。
2.4、邯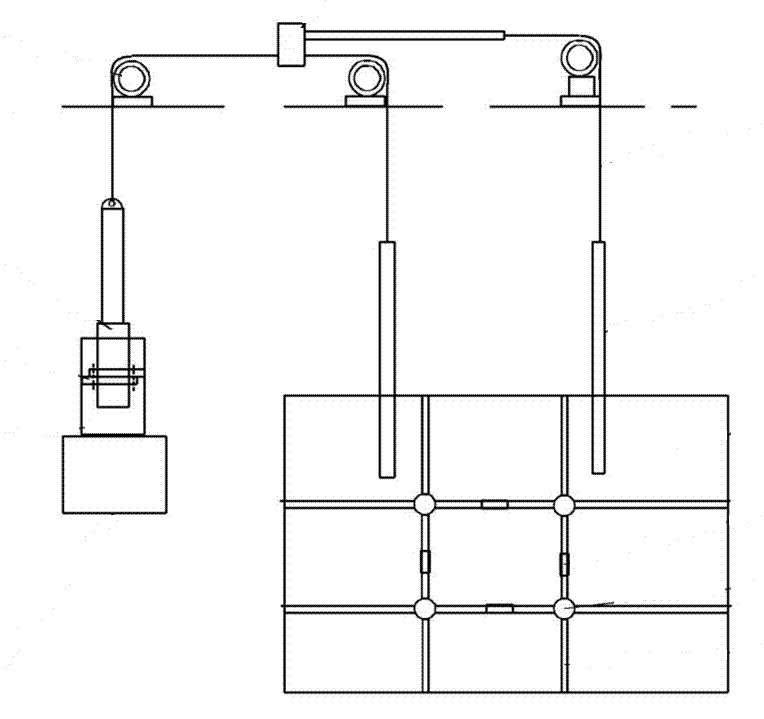 钢大型轧钢厂型钢加热炉采用的是步进式加热炉,以出钢炉门为例,用液压缸通过链条来控制炉门的升降(如图所示),使用三个接近开关分别控制炉门的三个位置:全开位、半开位、关位。加热炉接到出钢指令后,炉门打开到半开位;当出钢机行进到炉门安全位时,炉门再打开到全开位;出钢机继续行进到提升位,抬起板坯后,退出到后位后,炉门关闭到关位。由于型钢出钢辊道较短,出钢机的炉门安全位与后位非常接近,因此基本上都是炉门全开后出钢机才往前进;
钢大型轧钢厂型钢加热炉采用的是步进式加热炉,以出钢炉门为例,用液压缸通过链条来控制炉门的升降(如图所示),使用三个接近开关分别控制炉门的三个位置:全开位、半开位、关位。加热炉接到出钢指令后,炉门打开到半开位;当出钢机行进到炉门安全位时,炉门再打开到全开位;出钢机继续行进到提升位,抬起板坯后,退出到后位后,炉门关闭到关位。由于型钢出钢辊道较短,出钢机的炉门安全位与后位非常接近,因此基本上都是炉门全开后出钢机才往前进;
出钢机在启动时存在滞后性,炉门示意图炉门全开后,出钢机从接到指令到开始前行会有3秒左右的延时;
因出钢机托臂分两段,前半截高度较低,后半截高度较高,而炉门半开位是根据后半截高度来标定的,使得炉门半开位的位置偏高。
加热炉技术人员通过不断的试验和优化,对加热炉装、出钢炉门系统软、硬件的进行改进,主要从两个方面着手来进行改进和优化:
1)增加激光测距仪等新硬件,优化逻辑,对炉门半开位从新标定,尽可能缩短炉门全开的时间;
2)在保障加热炉设备的前提下,炉门的动作尽可能的与出钢机联动,并缩短二者之间间隙,减少炉气的散失。
3)经过优化逻辑、对炉门半开位从新标定后,使其为出钢机前进至托钢位(前下位)时,刚好与炉门不干涉,这样在出钢机前进至托钢位之前,炉门只开到半开位,而不是之前的全开位,大大减少炉气的散失。同时,在出钢机托住板坯往后退时,修改炉门下降触发点为炉门安全位而不是之前的出钢机后位,尽可能的减少炉门全开时间。流程图如下图所示。
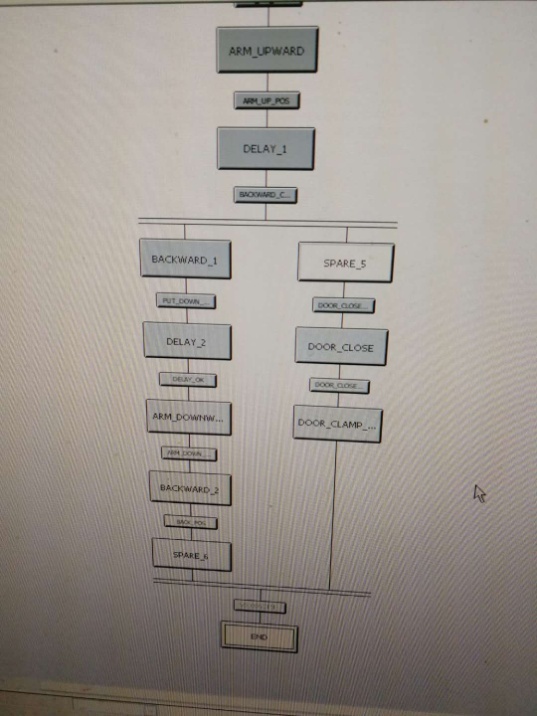
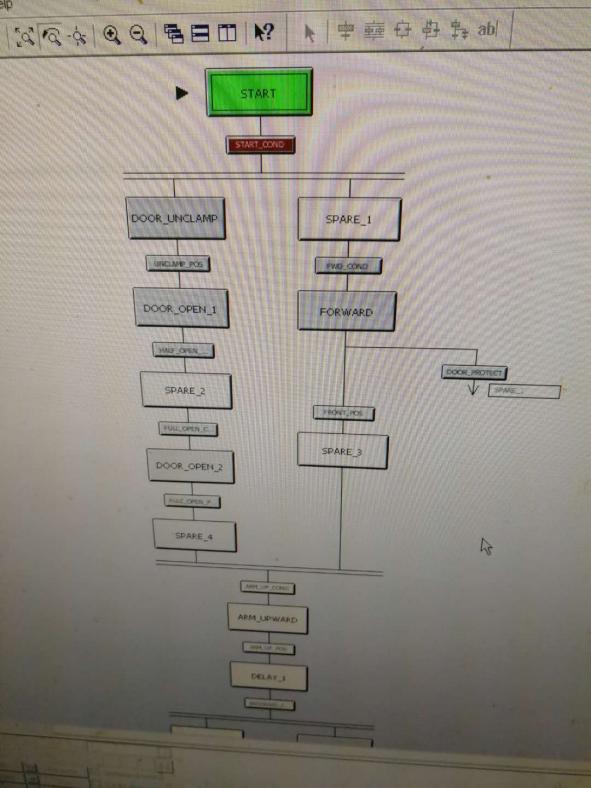
配合燃控系统的控制优化,平均缩短了每块钢坯的出炉时间12秒,炉门全开时间减少了50%,大幅降低了炉门辐射和逸气所带来的热损失,在实现降低燃耗的同时,提高产品质量。
2.5、为降低加热炉砌体的散热损失,根据炉型,邯钢热轧厂研究使用新型组合式黑体等相关节能技术(陶瓷板+黑体+红外喷涂),预计在现有传统黑体节能技术的基础上再降低燃耗5—8%。
3、结束语
伴随着近些年钢铁产量的迅速增长,钢铁工业的总能耗已经占据全国能耗的15%,加热炉作为钢企主要耗能工序,很多单位在加热炉炉型结构、燃烧节能新技术、高温节能涂料等方面做出了优秀业绩,为实现节能减排循环经济做出了突出贡献,相信在各个企业的继续努力下,加热炉系统节能减排工作必将再上新台阶。
参考文献
[1]崔雪丽. 蓄热式加热炉效率分析及影响因素[J]. 贵州科学,
[2]毛玉军. 浅谈轧钢加热炉节能及降低氧化烧损的途径[J]. 工业炉.
[3]孙博.板材轧钢行业加热炉节能新技术及应用思考[J].冶金与材料,2021,41(05):101-102.
[4]刘伟.某钢厂轧钢加热炉余热锅炉漏水原因分析及解决方案[J].冶金动力,2021(05):60-63.
[5]陈冬.轧钢加热炉综合节能技术分析[J].冶金管理,2021(19):180-181.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



