32021919790714 ****
【摘要】特殊钢现场厂于2013年6月完成调试,现场存在许多不合理之处特别对特殊钢线材精轧机辊箱密封结构、装配要求及双唇密封件材质进行分析,找出辊箱进水的原因;提出对辊箱进水的检查方法和采取的预防措施。
【关键词】眼镜板 双唇密封支架 抛油环 O型圈 防水环
1. 概述
特殊钢线材厂精轧机组采用意大利达涅利(DANIELI)公司设计的顶交 45°无扭悬臂辊环式轧机,主要生产规格为φ4.5~φ25mm ,成品最高线速度达到120m/s 。分厂全线装备有一台端进侧出双蓄热步进梁连续式加热炉、23架高精度短应力连轧机组、2架250型顶交精轧机组、10架212型精轧机组、4架TMB(减/定径机)、5架飞剪、8架夹送辊、10个活套、7个水箱、一台吐丝机、一条风冷线、两台打包机、一条PF线。在生产过程中,由于密封、轧件温度、压力、摩擦等因素的影响,导致精轧机组辊箱进水,造成精轧机组设备故障。
一. 辊箱轧辊轴密封的结构和原理见图1:
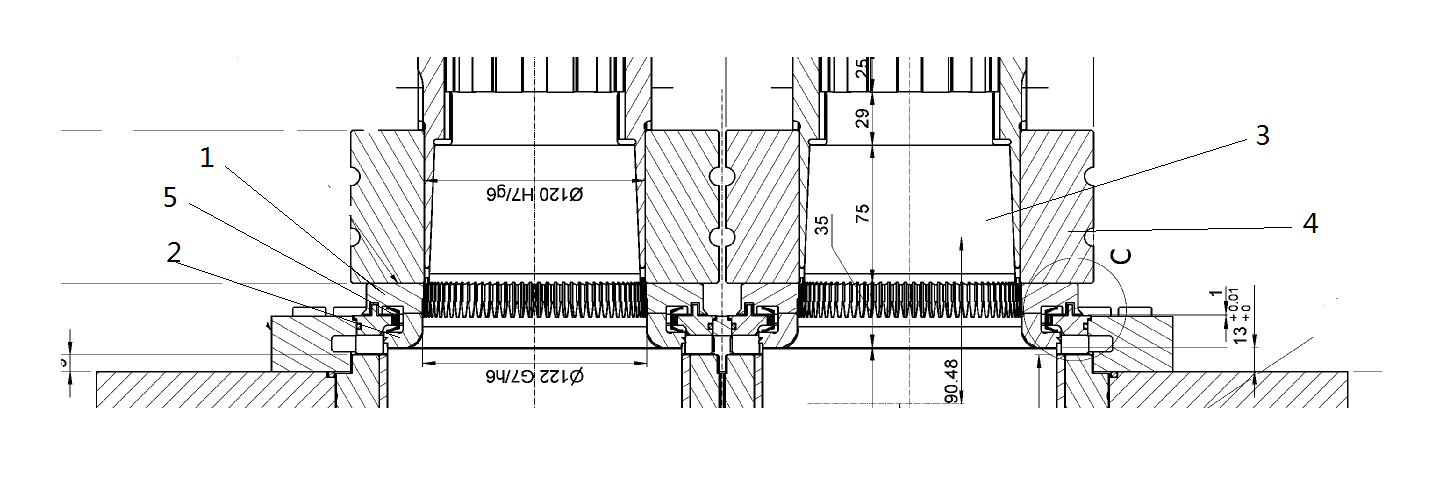
图1辊箱轧辊密封结构
1—防水环 2—密封 3—轴 4—辊环 5—抛油环
1.1抛油环和防水环安装在旋转轴上,抛油环、防水环在安装时相互贴紧,抛油环端面由轧辊轴的轴肩支承,防水环则由辊环压紧;双唇密封件安装在眼镜板的密封支撑上,密封支撑与眼镜板相固定;密封唇与抛油环、防水环的内表面相接触受到预紧力,产生压应力。在轧制过程中,偏心套及油膜轴承、双唇密封、密封支撑和眼镜板保持静止状态;抛油环、防水环随着主轴高速同步旋转。密封效应主要来自双唇密封件:一是密封唇的接触应力,密封唇与抛油环在轴向有压缩,唇口向内收缩形成过盈量,唇口边缘产生压应力形成密封带,阻止润滑油和冷却水的相互渗透,起到密封作用;二是密封件封油侧唇口的甩油效应,将唇部边缘的油液高速甩出,使之回到主轴箱,避免在密封件唇部大量聚积;同样,封水侧唇口的甩水效应,使水汇集到排水系统,排到外界。所以双唇密封件是高速线材精轧机辊箱的关键部件。
3. 辊箱进水的原因
3.1 辊箱的动密封件和静密封件
(1)动密封件由抛油环和防水环组成。在抛油环和防水环压紧时,如果抛油环与眼镜板之间的间隙太大,轧辊轴高速旋转时高压冷却水易将氧化铁皮等杂质带入抛油环与双唇密封件之间,造成双唇密封件的磨损,导致辊箱进水。另外,抛油环和防水环与双唇密封件之间的压紧量不当也会导致辊箱进水。
(2)静密封件由眼镜板、双唇密封 O型密封支架等零部件组成。双唇密封与密封支架之间是相对静止的,如果装配尺寸不当,辊箱就会进水;实际生产中,如果处理堆钢时间过长,就会导致眼镜板变形,破坏辊箱与眼镜板的密封条件,辊箱进水也会发生在偏心套与眼镜板之间;O型密封圈与眼镜板的台阶面位置配合不当辊箱也会进水。见图2
(3)密封支架上O型圈坏也容易进水,密封支架是由4个螺丝固定,当螺丝松了也可能进水。进水点比较多,主要是眼镜板和密封支架之间隙小堆钢后容易磨损,间隙小日常使用过程容易磨损,这样就导致O型圈破损进水 。见图3
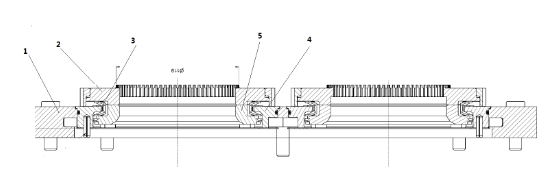
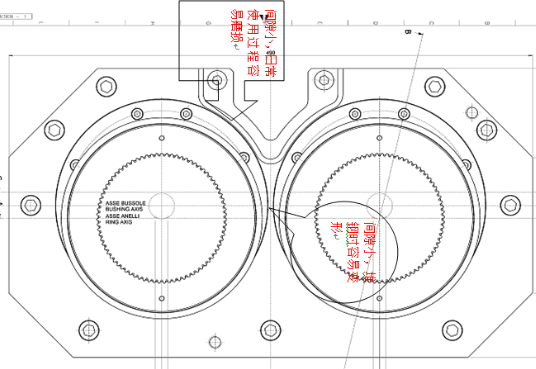
图2原装眼镜板结构图 图3眼镜板平面结构图
1—眼镜板 2—防水环 3—密封支撑 4—O型圈 5—抛油环
3
.2 双唇密封件的材料性能双唇密封件的作用一是保证密封轴承腔体内的润滑油形成连续不断的油膜的同时,避免润滑油的泄漏;二是防止外界的冷却水、铁屑、灰尘等杂质进入轴承腔内污染润滑油,避免油膜轴承烧坏。见图4
图4双唇密封件简图
双唇密封件胶料的耐油性是影响其密封性能的一个重要因素。
橡胶与润滑油接触时,在高温下会比干热空气下产生更为复杂的物理和化学变化。高速线材厂精轧机组双唇密封件唇口线速度高达 120m/s,由于高速旋转导致摩擦升温,水无法进入到橡胶接触面,橡胶与抛油环形成干摩擦,使密封唇口工作面局部高温老化,致使双唇密封件失效导致辊箱进水。双唇密封件在使用过程中始终承受外界压力,随着使用时间的增加,唇口形状会发生变化,无法恢复到原来的尺寸,其与抛油环和防水环的配合间隙增大,导致内泄漏油和外进水事故的发生。
3.3 其它原因
辊箱与锥箱的配合面进水、热电偶压盖处进水、抛油环未压紧进水、辊箱体面上两个导向柱松动和固定螺栓的防水垫片损坏渗水、精轧机组稀油站的板式换热器漏水等都会导致辊箱进水。
4. 辊箱进水之后产生的危害
4.1辊箱进水造成润滑油粘度下降,破坏油膜产生机理,油膜轴承的油膜承载力下降,导致轧辊轴与油膜轴承干摩擦而烧损辊轴,更为严重的是烧损一台辊箱可能引起连锁反应,导致其它的辊箱也损坏。
4.2辊箱进水带入的氧化铁皮和固体颗粒物使油膜轴承和齿轮得不到很好的润滑,轻者缩短油膜轴承的使用寿命或造成齿面粘结,重者可能使整台辊箱报废。
4.3冷却水和氧化铁皮从辊箱进入润滑系统,造成稀油站过滤器堵塞,频繁更换滤芯;进水严重时导致润滑油乳化。
4.4以上3种危害是可怕的,辊箱进水造成设备损坏,处理时间长就会影响每月的总产量。
5. 辊箱进水的预防措施
5.1 完善辊箱装配操作规程将辊箱面板、眼镜板、辊箱与锥箱的结合面的平面度纳入安装,安装时精确度一定要求很高。
操作规程;对眼镜板的保持架、眼镜板与辊箱面板的结合面等进行研磨处理和平面度检测;抛油环安装前仔细检查是否有局部变形或残留物存在,装配过程中严禁用金属工具敲打;安装双唇密封件时应注意眼镜板的保持架与双唇密封件骨架是否松动,然后同时加压,直至将其安装到位;严禁敲打双唇密封件的唇边。
5.2 改进双唇密封件的材质和结构参数
双唇密封件工作时,旋转的轧辊轴偏心跳动是不可避免的,如果双唇密封件相随性差,双唇密封件的唇口与抛油环之间容易形成间隙,造成润滑油泄漏或辊箱进水。因此,双唇密封件必须要有良好的耐磨性和回弹性来提高油封的相随性。
(2)严格控制好双唇密封件的唇口过盈量:过盈量太小,密封性降低,在工作中容易造成泄漏;过盈量太大,使唇口紧贴在抛油环上,唇间的间隙过小,唇口和抛油环之间呈“干接触”,在高速旋转下,唇口和抛油环表面都会迅速升温,从而加速唇口老化裂开,甚至损伤密封唇和抛油环上的氧化铬,使密封失效。因此,选择适当的双唇密封件的唇口过盈量非常重要。
(3)改进的眼镜板密封是直接安装在眼镜板上的,不使用O型圈与密封支撑,没有密封支架漏水点少于原装眼镜板很多。每次检查更容易察觉。见图5 最重要的是少了密封支架,只要更换油封也方便检查,间隙增大不易磨损。见图6
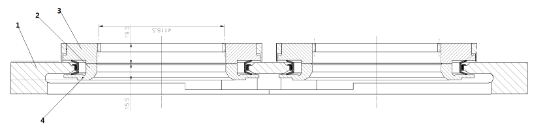
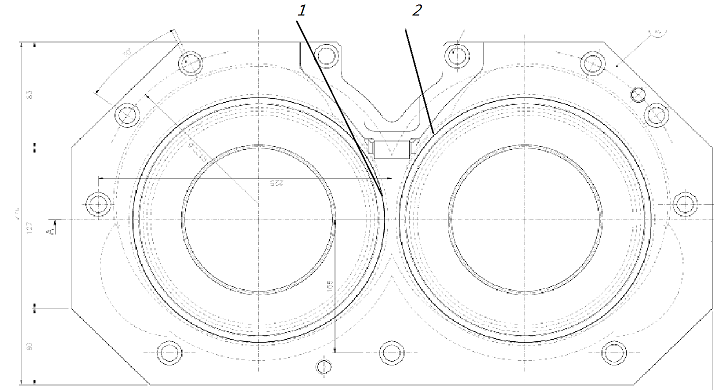
图5改装眼镜板简图 图6改进眼镜板平面图
1-眼镜板 2-密封 3-防水环 4-抛油环 1-无密封支架 2-间隙大
5.3 提高预警能力
(1)在精轧组的回油管路上增加监控仪器,用来监测润滑油的进水量,更准确地掌握润滑油的进水情况,及时找到具体的进水机架,有针对性地对辊箱进水进行处理。
(2)润滑站系统安装净油机,通过净油机使用可以观察润滑站箱体里排水量大小,初步可以判断辊箱进水可能。
制定严格的装配工艺、装配清洁要求及备件定期更换制度执行,加强对备件的把关和测量,使辊箱进水因素逐步下降。
6.结束语
精轧机进水除辊箱进水外,还可能由其它很多部位进水引起,辊箱与锥箱的配合面进水、联轴器压盖处进水、抛油环未压紧进水、锥箱体上2个导向柱松动渗水等,通过对辊箱进水原因的分析,采用上述措施有效的预防措施,精轧机进水问题得到了有效控制,使精轧机组辊箱和润滑系统运行状况越来越好,大量进水的现象基本能够避免,有效地降低了油耗,减少了润滑油泄漏对环境造成的污染。由此引起的设备故障停机时间大幅度下降,对偶尔出现的进水情况,能及时发现并在短时间内处理,大大降低了维护成本,为生产提供了有力保障,创造了一定的经济效益。
注释:
(1)主要介绍预防辊箱进水的方法和经验。
(2)辊箱部件安装 密封件 改进部件。
参考文献:
(1)李南磁力机械油封.设备管理与维修2003。
(2)刘仁德润滑脂铁谱分析的研究与应用.润滑与密封2002。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



