分流 螺母多件分度铣夹具的设计
黄伯有
广东南方职业学院 智能制造学院 广东 江门 529040
摘要:针对分流螺母侧直槽的批量加工定位问题,以三维设计软件为工具进行了夹具的设计研究,从夹具的设计思路与步骤入手,对夹具的定位元件、夹紧元件、分度元件等进行详细设计,解决了分流螺母侧直槽加工的定位、装夹问题,对生产实践具有一定的指导意义。
关键词:分流螺母;批量铣削加工;夹紧机构;分度铣专用夹具
机床夹具作为一种工艺装备,是机床和工件之间的联结装置,使工件相对于机床或刀具获得正确位置,机床夹具的质量将直接影响工件加工表面的位置精度。分流螺母(图1)是一种非标旋转压力缸的关键零件,其结构具有四个侧直槽,在普通铣床上的批量加工是个难点,需要使用专用夹具。分度铣夹具,是指在加工中对工件一次性装夹而完成多工位相同特征面加工的专用夹具。本文使用三维设计软件对分流螺母的分度铣夹具进行设计,以提高其在普通铣床上的加工效率。
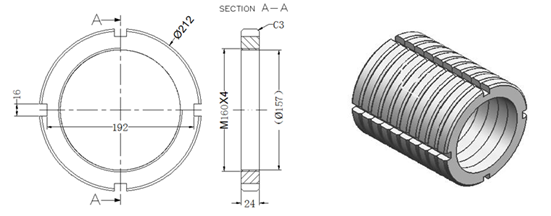
图1 分流螺母工程图与10个分流螺母工件装配的实体模型
本夹具为内孔面定位,选择ϕ157螺纹底孔的圆柱面作为主要定位基准,螺母的端面作为辅助定位基准,只需限制5个自由度即可。夹具拟采用长心套作为主要定位元件。以长心套端面作为辅助定位基准。
1.1设计定位元件
根据分流螺母工件定位的主要基准ϕ157孔尺寸,以及10个工件的总长度,设计出长心套,用于支撑和定位10个工件的空间位置。
1.2组装定位元件
根据定位方案,将设计好的3个定位元件,即长心套、固定螺杆和顶尖,分别按其定位关系装配到分流螺母工件上,其装配的实体图和装配的工程图如图2所示。

图2 分流螺母定位元件装配的工程图
孔面定位一般从孔表面或孔端面对工件进行夹紧。本夹具是以固定在长心套上的固定螺杆、开口垫圈和夹紧螺母作为主要的夹紧元件。当旋紧夹紧螺母时,通过开口垫圈将10个工件夹紧在长心套上。
2.1 设计夹紧元件
本![]() 夹具开口垫圈和夹紧螺母作为主要的夹紧元件,再配合其它夹具元件,从而限定加工对象的5个自由度: (以长心套的轴线方向作X方向),使同批工件在机床或夹具上有正确的加工位置。
夹具开口垫圈和夹紧螺母作为主要的夹紧元件,再配合其它夹具元件,从而限定加工对象的5个自由度: (以长心套的轴线方向作X方向),使同批工件在机床或夹具上有正确的加工位置。
2.2设计支撑元件
尾架和端盖的设计可根据顶尖的结构、尺寸及空间位置来进行。
2.3组装夹紧与支撑元件
 首先根据夹紧方案,将开口垫圈、夹紧螺母、分流旋钮、手轮、手柄等元件组装起来,完成定位元件与支撑元件的装配结构(图3)。
首先根据夹紧方案,将开口垫圈、夹紧螺母、分流旋钮、手轮、手柄等元件组装起来,完成定位元件与支撑元件的装配结构(图3)。
图3 夹紧和支撑元件装配的工程图
本![]() 夹具装夹对象的加工内容为正八边形分流螺母侧面的四个直槽,采用弹簧式球面对定销组件进行角度分度,从而实现加工对象在 自由度的分度作用,以实现不同角度侧直槽的加工。
夹具装夹对象的加工内容为正八边形分流螺母侧面的四个直槽,采用弹簧式球面对定销组件进行角度分度,从而实现加工对象在 自由度的分度作用,以实现不同角度侧直槽的加工。
3.1设计分度元件
设计分度元件时,先将基座确定下来。
3.2组装对定组件
对定组件是一个相对独立的机构,只有4个元件,即销套、球面对定销、弹簧和调节钮,可将它们单独地装配起来,得到对定组件装配的结构。然后,再将这个组件装配到已完成的装配结构中。
3.3组装分度元件
根据分度方案,将基座组装到夹具的装配结构中,装配时注意与长心套的准确配合(图4)。
 图4 分度元件装配的工程图
图4 分度元件装配的工程图
分流螺母夹具体采用铸造毛坯的板式结构。由于基座和尾架是直接安装在夹具体上的,设计时主要考虑它们之间的配合关系和所占据的空间位置。本夹具需要设置定位键和对刀块,定位键布置在夹具体的底部,而对刀块则安装在基座上。
4.1设计夹具体
在设计夹具体时,要根据全部夹具元件所占空间的尺寸和配合位置,来确定夹具体的总体尺寸。
4.2设计定位键
定位键按照《机床夹具零件及部件 定位键》(JB/T 8016—1999)A型进行设计。
4.3设计对刀块
依据工件加工表面的方位,构思具体的对刀装置,设计出对刀元件及其相关的定位和紧固元件的实体模型,并按对刀装置与工件加工表面的位置,预先装配到已完成的装配结构中或空间的相应位置上。
4.4设计紧固元件
分流螺母夹具所用到的紧固元件是用于将基座和尾架固定到夹具体上的,主要有M20×48内六角螺钉、M12×40平头螺钉、ϕ10×60定位销。
4.5 组装夹具体
 根据夹具设计的整体方案,先将夹具体组装到已完成的装配结构中,装配时要注意与已完成装配元件的正确配合关系(图5)。
根据夹具设计的整体方案,先将夹具体组装到已完成的装配结构中,装配时要注意与已完成装配元件的正确配合关系(图5)。
图5 铣削分流螺母夹具的装配工程图
5 结束语
机床夹具必须保证工件的加工精度,本套分度铣夹具以工件的内圆孔作为定位基准面,以长心套、固定螺杆、顶尖的装配机构作为定位元件,正确地选择了定位基准、定位方法和定位元件,这是保证工件加工精度的关键。本文所设计的夹具在加工设备性能有限的情况下,能够很好地解决实际生产中分布在零件表面的分度槽的批量加工问题。
1. 谢诚
《机床夹具设计与使用一本通》 机械工业出版社 2017
2. 胡岗《机械制造工艺与机床夹具设计指导书》 机械工业出版社 2016
3. 吴拓《现代机床夹具典型结构实用图册》 化学工业出版社 2015
作者简介:黄伯有(1978-),男(汉族),讲师,主要研究方向为模具设计与制造。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



