中铁电工保定制品有限公司 , 河北 保定 071000
摘要:本文首先阐述了接触网零部件常见腐蚀情况,接着分析了腐蚀过程,最后对腐蚀整治设计建议措施进行了探讨。希望能够为相关人员提供有益的参考和借鉴。
关键词:高速铁路;接触网;零部件;防腐蚀;问题
引言
随着环境污染的加剧,高速铁路系统铸造接触网零部件在运营过程中出现腐蚀现象,且逐渐成为重要的失效形式之一。腐蚀严重影响零部件的性能和承载能力,损害供电设备运行安全和铁路正常运输秩序。腐蚀疲劳断口记录了裂纹尖端局部材料微观损伤和断裂的基本特征,反映材料本身和外加应力、腐蚀介质等因素的作用情况,是研究腐蚀断裂失效过程的直接依据。
1 接触网零部件常见腐蚀情况
目前常见的接触网设施腐蚀有以下几种:
1.1 铝合金零部件
斜拉线定位钩、定位管、定位器氧化腐蚀、表面脱落较严重,拉线定位钩与斜拉线铰接部位明显出现氧化腐蚀、磨损脱落。
1.2 铜合金零部件
弹吊线夹、吊弦线夹、吊弦线、承力索等氧化腐蚀严重,腐蚀后表面颜色呈绿色。
1.3 不锈钢零部件
主要为紧固件,如吊弦线夹螺栓、弹吊螺栓、定位线夹螺栓、各类不锈钢顶丝等均有不同程度锈蚀。
1.4 钢材零部件
接触网设备的钢材表面脱落会导致腐蚀现象,延通常采取镀锌的表面处理来预防。可是,随着时间长的流逝,镀锌层会消失露出材料的铁质来,从而加剧了腐蚀的进程。为此,对腕臂、钢柱、金属吊具等接触网支撑件,要在镀锌层消失前进行定期的镀锌修补。
1.5 地脚螺栓及螺母
钢柱基础地脚螺栓螺帽腐蚀严重,表层已逐渐脱落。
2 腐蚀过程分析
2.1 晶间腐蚀
晶间腐蚀起源于组织中的第二相沿晶界析出,并在晶界邻近区形成溶质元素的无沉淀带,使晶界析出相、无沉淀带和晶粒本体具有不同的电极电位,构成腐蚀微电池,造成沿晶的选择性腐蚀。晶间腐蚀过程中由于腐蚀产物膨胀,在晶界发生“楔人效应”而产生张应力,会使裂纹沿晶界、并逐渐纵向扩展。
2.2 腐蚀疲劳
腐蚀疲劳破坏是材料或零件在腐蚀性介质中承受交变应力或循环载荷作用而产生的一种破坏形式,其受腐蚀环境和交变载荷的支配但并非两者的叠加,造成的损伤通常大于腐蚀和疲劳单独作用之和。因此,发生腐蚀疲劳零件的应力水平或疲劳寿命比无腐蚀介质条件下的纯机械疲劳要低的多。与常规机械疲劳在外观上只有1条疲劳裂纹不同,腐蚀疲劳往往有多条裂纹,并且向垂直于拉应力的方向扩展(呈撕裂状)。腐蚀疲劳断口源区与扩展区一般有腐蚀产物,可通过测定微区成分分析腐蚀介质的组成及含量。
2.3 铸造铝合金定位支座腐蚀疲劳断裂过程
铸造铝合金定位支座在使用过程中由于受到工作应力、处于腐蚀环境,承受高疲劳、应力集中和交变载荷,容易诱发形成微裂纹。随后腐蚀介质从微裂纹处浸人,沿晶界深入扩展,形成连续的腐蚀通道,发生晶间腐蚀,进一步削弱了晶粒间的结合力和零件的承载能力。腐蚀疲劳过程使材料首先产生局部区域塑性变形,在塑性变形区域产生应力集中,从而形成点蚀源。在点蚀处引发晶间腐蚀,导致很大的应力集中,并破坏局部的晶粒排列而造成材料力学性能下降,在交变应力和强腐蚀介质作用下,腐蚀的晶界处萌生初始腐蚀疲劳裂纹,迅速扩展为较大的穿晶裂纹,随着裂纹尖端处应力继续增大和集中,进一步向纵深扩展,直到与其他裂纹汇合,最终导致零件断裂失效。
3 腐蚀整治设计建议措施
应根据接触网零部件功能、材质、腐蚀机理等的不同,采取具有针对性和差异性的防腐加强措施。在采取防腐加强措施时,首先需保证零部件的机械性能和电气性能满足相关标准和相关规定及要求;其次,在采取新技术、新工艺或新材料,加强零部件的抗腐性后,其零部件应该成熟、可靠,经比选、验证和相关评审,获得允许上道资格后,方可投入线路上运用。
3.1 热浸镀锌防腐措施
采用热浸镀锌工艺对碳素铸钢和碳素结构钢进行表面防腐蚀处理,在酸雨以及含有腐蚀性气体的区域(如化工厂附近)宜优先考虑使用不锈钢和有色金属材料。对于钢铁金属制件,一般是把基体 与腐蚀性介质隔开,也可采用热键、电镀、喷镀等方法,在被保护金属表面镀单层或多层金属,以达到防腐蚀的效果。例如,在管子、钢丝、铁皮等表面热镀锌。接触网中的H形钢柱表面-般要 经过热喷锌防腐蚀工艺处理。在钢铁制件表面镀铬、铜等金属,这样不但可达到防腐蚀的目的,而且美观。另一类方法是将涂料、搪瓷、油漆、合成树脂等非金属材料涂覆在钢铁材料表面形成稳定的保护膜防止基体腐蚀。目前,接触网零部件采取的防腐措施,主要有热浸镀锌、热喷铝(锌)、涂料涂覆法等。镀锌层对于钢铁件有良好的防腐蚀作用,所以一般结构型钢、钢丝、紧固件、铸件、器皿等都采用镀锌的防腐蚀措施。常用的镀锌工艺有热浸镀、电镀锌、机械滚镀、热喷镀、真空蒸发镀等。在所有的镀锌工艺中,热浸镀锌消耗的锌量占总量的90%以上。热浸锌是指经过脱脂、除锈后的钢铁部件浸入温度约440~470C的锌液中,在钢铁部件表面生成Zn-Fe 合金过渡层(图1),且有锌层附着于上面。热浸镀锌的优势主要是成本低、镀层表面状态、韧性、厚度可控,镀层耐腐蚀性强。钢铁部件热浸镀锌主要工艺流程如图2所示。
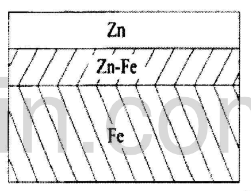
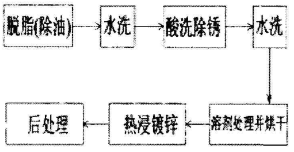
图1热浸镀锌层保护钢铁部件示意图 图2热浸镀锌主要工艺流程
钢铁部件的热浸锌后处理工艺主要有去余锌、冷却、钝化处理、修复局部漏键与镀层的损伤,对变形刚部件进行修正或矫直。目前,采用热浸镀锌工艺处理的钢铁部件主要是用于生产生活用的结构型钢、钢板、钢管、金属制品等。
3.2 对铜合金零部件的防腐措施
虽然铜合金耐腐蚀性相对较好,但在本重污染区段,铜合金零部件与其它区段的相同部件比较,存在明显腐蚀。为确保接触网运营安全、可靠,对重污染区段的铜合金零部件也需加强防腐。目前主要有两种措施:一是零部件表面涂层处理技术;二是接触网零部件钝化处理技术。此两种技术,在实际线路中均未运用过,同时铜合金零部件具有载流功能,在加强防腐处理时,不能影响载流。建议选用相同的铜合金零部件,分别采用上述两种防腐处理,在线路旁进行试挂。同时需对零部件的载流影响进行试验和分析,确定相关工艺要求。
3.3 对地脚螺栓的防腐处理
在重污染区段,现场钢柱基础及拉线基础地脚螺栓腐蚀严重,直接影响接触网支柱安全。本区段线路主要为桥梁,一旦接触网基础螺栓螺纹因锈蚀失效,是无法更换的。建议对该段接触网H型钢柱基础(含拉线基础)整治措施为:首先,对既有地脚螺栓(含螺母)进行防腐处理。首先去除地脚螺栓表面的铁锈,然后进行喷锌处理,最后涂防锈漆。其次,按照部通用参考图《接触网H型钢柱》(图号:通化(2008)1301)中通化(2008)1301-26图中的要求,对钢柱底板与基础顶面间的空隙,采用C40级细石混凝土(微膨胀混凝土)进行浇灌,将支柱底板与基础顶面间的空隙填塞,并填密实,基础顶面的防水坡从支柱底板边缘起坡。
4 结语
我国高铁自开通运营以来,高速铁路沿线经常面临多种地方企业排放污染粉尘、工业气体,严重影响设备绝缘强度的问题。虽然运营部分一方面加强自身的清洁力度和检修管理,另一方面与建设单位沟通共同整治环境污染,但随着高铁运营的深入和外部环境的变化,接触网设备的污染愈加严重,近期多条客专线路在对重污区设备检查中发现重污区段除绝缘设备以外的接触网零部件出现大面积的锈蚀、氧化、表面脱落严重威胁供电设备及行车安全。
参考文献:
[1]闰军芳,路海健.工艺参数对接触网铝合金件微弧氧化的影响[J].电气化铁道,2017,28(2)
[2]许建国.微弧氧化电解液成分对接触网铝件陶瓷膜影响[J].电气化铁道,2016,27(5)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



