中车长春轨道客车股份有限公司 长春 130062
摘 要:本文详细阐述了数控机床的相关刀具知识,并结合轨道客车铝合金车体的加工,详细介绍了车体加工中各种刀具选型、参数、装配及使用方法等详细信息,在实际生产中得到了广泛的应用。
关键词: 数控机床 刀具 加工 车体
引 言
随着公司200km/h动车组、350km/h动车组以及其他城轨车项目的技术引进,众多国外数控设备相继入驻公司。为了提高铝合金车体的加工效率,及有效的控制加工成本,找到合理的经济平衡点。本文以铝合金车体制造为依托,详细阐述了加工常用刀具的优缺点,以备加工中心在选用刀具时,找到最合理的刀具。
铣刀的种类及选择
铣刀的结构分类:
1、整体式: 刀体和刀齿是制成一体的。制造比较简便,但是大型的铣刀一般不做成这种的,因为比较浪费材料。
2、焊接式:刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
3、可转位式:将能转位使用的多边形刀片用机械方法夹固在刀杆或刀体上的铣刀。在切削加工中,当一个刃尖磨钝后,将刀片转位后使用另外的刃尖,这种刀片用钝后不再重磨 。可转位式铣刀和其它种类的铣刀相比有以下优点:
① 避免了硬质合金钎焊时容易产生裂纹的缺点;
② 可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;
③ 换刀时间短;
④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。铣刀为多齿回转刀具,其每一个刀齿都相当于一把车刀固定在铣刀的回转面上。铣削时同时参加切削的切削刃较长,且无空行程,Vc也较高,所以生产率较高。铣刀种类很多,结构不一,应用范围很广,现介绍几种常用铣刀的特点及其适用范围。
铝合金加工常用的立铣刀


图1 整体硬质合金立铣刀 图2 波纹立铣刀

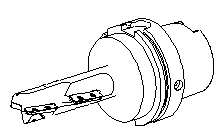
图3镶焊立铣刀 图4 Φ32整体圆角可转位立铣刀
1、 整体合金立铣刀(图1)
典型的硬质合金立铣刀都为底刃过中心立铣刀,直径范围从4、5、6、7、8、9、10、20不等,刀刃数为2~4刃,以2刃为主,以适应铝合金加工大排屑量的需求。直径为32、40的铣刀多以镶焊式,波纹式、可转位式为主。
2、 波纹立铣刀(图2)
波纹立铣刀直径多为32、40mm,刀刃数为3,刃长多为150mm,在长春地铁等项目中最长的非标波纹铣刀可将刃长做到300mm。
优点:加工抗力大,适合恶劣的工况,铣削立筋、下料、铣削深孔等粗加工:
缺点:排屑槽较浅,加工易产生积屑瘤,加工过程中振动较大,加工表面质量较差。
3、镶焊立铣刀(图3)
两刃镶焊立铣刀,刃长60mm,刀具总加工长度120mm,该刀具较波纹铣刀具有较好的抗震性,加工表面质量较高,缺点是加工范围小,刀具易崩刃,刀具使用寿命短。
该铣刀是时速250公里动车组技术引进时的典型工具,刀体与刀柄连在一起,做成整体式结构,刀具具有良好的动平衡性能,可承载8000--12000转/分钟下的粗加工与半精加工,在铣削方孔、圆孔的加工中,具有较强的切削抗力和较高的表面加工质量;底刃刀片过中心,可实现轴向与径向的双向进给。此刀具已被广泛的应用在铝合金车体地板、侧墙等大部件加工中。
结束语
目前,世界轨道交通制造业正在像高速列车一样飞速的发展,日新月异,长客轨道客车股份有限公司迎来了自动化生产发展的黄金时代。铝合金车体常用加工刀具的逐点分析及详细论述,剖析的各种刀具的性能,使用范围,常用工艺等,对今后的铝合金加工生产过程中的刀具选型、匹配,车间操作者实际使用等具有强大的实际指导意义。
参考文献
[1]金属切削技术指南. 山特维克可乐满.机械工业出版,2010
[2] 切削工具.KORLOY,2010

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



