上海艾能电力工程有限公司,上海 200001
摘要:环网柜是一种将核心为负荷开关和断路器组成的配电设备放在一金属或非金属柜体内的供电一次设备,广泛应用于我国电网系统中的中低压供电系统。在环网柜的长期运行过程中,由于各种各样的原因会不可避免的产生各种故障,其中较为常见的严重问题就是漏气问题。环网柜气箱漏气后,导致气箱内绝缘强度降低,对电力系统的安全运行产生重大的威胁。所以本文从漏气的原因着手,提出一些应对环网柜漏气的对策。
关键词:环网柜;一次设备;故障;漏气;安全运行
环网柜是一种将核心为负荷开关和断路器组成的配电设备放在一金属或非金属柜体内的供电一次设备,由于它的体积小、结构简单、绝缘性能好、价格低廉、安装方便、全封闭等优点[1],广泛应用于我国电网系统中的中低压供电系统[2],特别是应用与10KV的供电系统。而随着经济的发展,用户用电量的增加,我国对于供电系统中的安全行与可靠性的要求越来越高,而随着要求的增高[3],环网柜的制造工艺也随之发展,但仍然不可避免的会出现凝露、漏气等方面的故障。
环网柜是将负荷开关、断路器、熔断器、隔离开关、接地开关、主母线、分支母线全部封闭在一个不锈钢气箱里,并充入一定压力的SF6气体保证箱内的绝缘强度。SF6气箱箱体主要由不锈钢外壳、电缆穿墙套管、侧锥、观察窗、压力释放装置(泄爆膜)、充气阀、压力表接口、操作机构转动轴等部件组成,通过焊接和密封圈密封的方式将各部件装配成一个全封闭的空间。
而环网柜的分类方式有多种,可以根据环网柜所充气体的类型将所充绝缘气体为真空的环网柜名为真空环网柜、将所充气体为SF6的环网柜名为SF6环网柜,根据环网柜负荷开关的材料将负荷开关中灭弧元件为固体产气材料的环网柜为产气式环网柜、将负荷开关为压气式负荷开关的环网柜名为压气式环网柜,还可以根据环网柜结构的不同分为共箱式环网柜和单元式环网柜[4]。
在环网柜的长期运行过程中,由于各种各样的原因会不可避免的产生各种故障,其中较为常见的故障包括环网柜凝露问题及环网柜漏气问题。
当环网柜发生凝露现象后,凝露产生的水滴在重力的作用下降落在电缆上,将会是的电缆的绝缘性能下降,增加其导电性、造成放电,如果长此以往,在长时间的运行后可能发生电缆爆炸,甚至环网柜爆炸的危害[5];而由于环网柜柜体及结构大都为金属材料,在环网柜凝露后将造成环网柜的锈蚀问题,造成操作机构、柜体等的锈蚀,降低环网柜的使用寿命。
在厂家与现场的调研发现,环网柜气箱漏气现象十分的严重,环网柜气箱漏气后,导致气箱内绝缘强度降低,在线路正常的分合闸过程中产生的操作过电压都可能会使环网柜发生绝缘的击穿,造成相间短路,对电力系统的安全运行产生重大的威胁。
环网柜气箱的漏气部位大都为发生在箱体焊接处、动密封和静密封处。箱体焊接处的漏气主要发生在金属板搭接处和拐角处以及各外部金属部件与箱体焊接处,其中金属板搭接处主要发生在人工点焊处。动密封处漏气主要发生在指断路器或负荷开关分合闸操作机构连接处,静密封处漏气主要发生在玻璃观察窗与箱体连接处、侧锥与箱体连接处、压力释放装置(泄爆膜)和箱体连接处。


图1 环网柜气箱 图2 气箱外壳
从这些泄漏点可以看出,环网柜漏气的主要原因是由于焊接工艺的原因造成的,目前中压SF6气箱焊接工艺经过更新迭代,目前分为三种:第一代人工氩弧焊接、第二代机器人焊接、第三代激光焊接。
第一代充气柜箱体的焊接方法:采用手工 TIG 焊接;其优点:设备投入成本低,其缺点:必须手工作业劳动强度高,密封性无法保障,生产效率非常低等。
第二代充气柜箱体的焊接方法:采用机器人 MIG 焊接或 TIG 自熔;其优点:生产效率和焊后质量在第一代基础上有明显的提升,其缺点或不足:密封性只能达到 70% 合格,需要手工补焊,焊接位置表面凸起不一需要打磨,焊缝周边有焊接飞溅粘在箱体表面非常难处理;另外焊后箱体变形大,导致尺寸合格率下降。目前国内绝大部分采用这种方式焊接。
第三代充气柜箱体的焊接方法:采用激光焊接;其优点:生产合格率可达到 99.5%,生产效率可以第二代基础上提升 4 倍;其缺点:激光焊接不能有人参与,必须利用全套自动化的生产;对产品原材料的材质尺寸要求更高,投入成本高[6]。
由于全国各地的海拔温度各不相同,而环网柜监视内部气压的方式为观察环网柜上气压表读数进行,由于充气步骤是在生产厂家所在地进行的,而环网柜运行地点与生产厂家所在地的气压与温度的不同,可能导致气压读数不准确,造成柜内气压的不足或者气压过高,会使得气箱表面的受力加大,易使焊接和密封不良处漏气。
气箱密封圈的密封主要分为动密封和静密封。动密封主要指断路器和负荷开关操作分合闸的转动轴与箱体的连接部位,采用双层O型密封圈进行密封,密封圈会随轴一起转动,密封圈密封效果受装配工艺、使用频次、使用环境有关,密封圈一旦失效即可导致漏气。
静密封主要为侧锥与箱体连接处、电缆穿柜套管与箱体连接处、固定转动轴的法兰盘与箱体连接处、观察窗、压力释放装置(泄爆膜)、充气口堵头处。静密封O型密封圈承受压力值是靠装配人员用力矩扳手将固定螺杆拧到相应力值来进行判断,密封圈通常放在气箱内壁与之尺寸匹配的凹槽内,静密封密封圈计的压缩量一般为10%~20%。密封圈的质量、装配人员对拧紧压力的错误判断以及O型密封圈和凹槽尺寸配合不当是造成静密封漏气的主要原因。
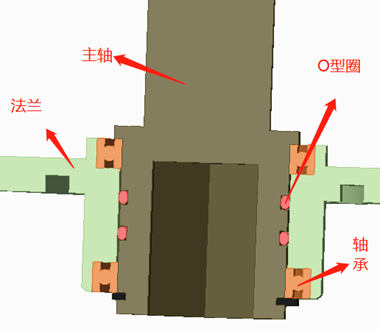
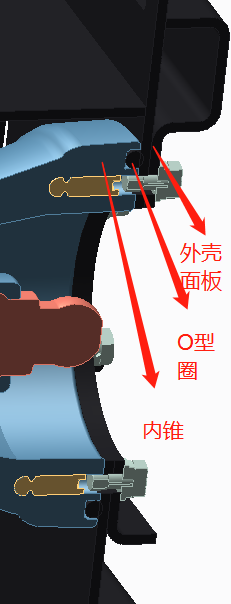
图3 动密封剖面图 图4 侧锥与箱体连接处静密封
2011年以前厂家的出厂检漏方法大都为均为24h人工扣罩捡漏,而目前主要采用氦气作为示踪气体进行捡漏,主要流程为将焊接好的气箱放入仪器内,将气箱抽真空后充入氦气,通过检测氦气泄露来判定气箱是否存在漏气,没有漏气的气箱再充以SF6,最后将充好SF6气体的气箱用塑料袋罩住,再次进行24h扣罩试验,通过便携式SF6测漏仪进行第二次捡漏,合格则进入下一步工序,不合格再对箱体进行人工补焊或采取改善动静密封处密封性能的方式。
环网柜电缆小室空间狭小 , 一般高度为500mm,宽度为375mm。这样的空间对于三芯电缆安装T型连接头,特别是大截面电缆 (240或300mm)难度更大,大截面电缆线芯又很硬,加之受到现场施工环境的限制,T型连接头要安装到位和符合标准不容易。因环网柜基础离地面高度不够,造成电缆肘型头在安装后受电缆自身重力或外力摆动,电缆穿墙套管与箱体连接处长时间受扭转力作用也会导致套管受损或松动使静密封失效而漏气。所以,在人员安装过程中的误差,也会产生环网柜故障漏气的危险。
目前国内大多数厂家使用的焊接工艺为第二代的机器人焊接,而国外大型的环网柜制造厂家如ABB等都是用的是第三代激光焊接工艺。虽然生产效率和焊后质量在第一代基础上有明显的提升[6],但是在一些拐角处及一些难以操作的位置还需要进行补焊,产品的质量较激光焊接还存在一些距离。如果厂家在焊接工艺上更进一步,选择第三代激光焊接,可以有效的防止环网柜漏气问题。
气压表选择气压指示采用藕合装置且不在气箱上钻孔的设备,选用带温度补偿功能和报警输出节点的气压表(气体密度继电器)。可以有效解决气压表部位漏气及不同地区气压不同的问题。
在环网柜检漏步骤完成后,厂家对易发生泄漏的部位如箱体焊接处、动密封和静密封处等进行二次捡漏。
环网柜是配送电系统中的一个重要电气设备,它的安全运行关乎这整个配网的安全运行。而在电网运行过程中也不可避免的会出现各种的故障,其中较为常见且严重的就是环网柜的漏气问题。造成环网柜漏气的主要原因是环网柜在组装过程中的焊接工艺问题,其他还包括气压、密封和检测等方面的问题。应从焊接工艺、气压表选择及捡漏方法等方面入手,来防止环网柜产生漏气,保证电网的安全运行。
参考文献:
[1]李建基.中压环网柜的优势和发展趋势[J].电世界,2013,54(5):1-5.
[2]赵晨星.探析环网柜在配电系统中的应用[J].科技传播,2016,(10):189-189,191.
[3]吴劲.电力市场条件下的中低压配网规划方法研究[D].湖南:湖南大学,2008.
[4]车日全.环网柜在配电网中的应用[J].通信电源技术,2018,35(12):127-128.
[5]杨敏,田浩.浅析10kV电缆环网柜内凝露问题及对策[J].农村电工,2016,(9):28-29.
[6]朱方勇.激光焊接在充气柜箱体生产上的应用及发展趋势[J].南方农机,2016,(z1):

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号